






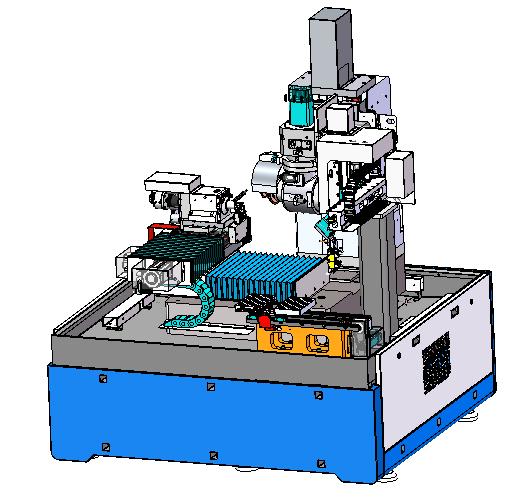
5-осьовий шліфувальний верстат з ЧПК GM5X-E

Основна структурна схема машини
Сфера застосування
Цей верстат виготовляє торцеві фрези та свердла, придатні для обробки твердих сплавів та швидкорізальної сталі.
Цикли виготовлення та перешліфування інструментів
Стандартна торцева фреза: шліфування пазів, обробка задньої лопати, шліфування переднього кута, шліфування нижньої кромки, оцифрування, перешліфування.
Стандартне свердло: довбання, зменшений зовнішній діаметр, шліфування переднього кута, цифрове шліфування, перешліфування.
1. Технічні характеристики
| № | Зміст | Вимога | Номер | Одиниця |
| 1.1 | Розміри заготовки | |||
| 1.1.1 | Довжина затискання | ≤ | 300 | mm |
| 1.1.2 | Діаметр затискання | між | 2-20 | mm |
| 1.1.3 | Довжина шліфування | ≤ | 180 | mm |
| 1.1.4 | Діаметр шліфування | між | 2-12 | mm |
| 1.2 | Шліфувальний шпиндель | |||
| 1.2.1 | Тип приводу | Точний | прямий привід | - |
| 1.2.2 | Потужність | номінальна потужність | 7.1 | kW |
| 1.2.3 | Охолодження | Точний | Масляне охолодження | - |
| 1.2.4 | Регулювання швидкості шліфувального круга | Точний | Безступінчаста швидкість | - |
| 1.2.5 | Швидкість | між | 0-10000 | об/хв |
| 1.2.6 | Кількість шліфувальних головок шпинделя | Точний | 2 | шт. |
| 1.3 | Шліфувальний круг | |||
| 1.3.1 | Діаметр | ≤ | 150 | mm |
| 1.3.2 | Максимальна кількість шліфувальних кругів на шпиндель | ≤ | 4 | шт. |
| 1.3.3 | Діаметр шпинделя шліфувальних кругів | Точний | 25 | mm |
| 1.3.4 | Програмно керована подача охолоджувальної рідини | Точний | Так | - |
| 1.3.5 | Кількість форсунок для охолоджувальної рідини | ≥ | 3 | шт. |
| 1.4 | Система затискання заготовки | |||
| 1.4.1 | Система затискання | Точний | Гідравлічний, автоматичний | - |
| 1.4.2 | Затискна цанга | Точний | ШАУБЛІН W20 | - |
| 1.4.3 | Тип приводу | Точний | прямий привід | - |
| 1.5 | Параметри осі | |||
| 1.5.1 | Тип | Точний | лінійний | - |
| 1.5.2 | Переміщення по осі X | ≤ | 340 | mm |
| 1.5.3 | Переміщення по осі Z | ≤ | 335 | mm |
| 1.5.4 | Переміщення по осі Y | ≤ | 170 | mm |
| 1.5.5 | Роздільна здатність осі XYZ | Точний | 0,0001 | mm |
| 1.5.6 | Швидкість осі XYZ | ≤ | 15 | м/хв |
| 1.5.7 | Переміщення по осі А | ≤ | 360 | ступінь |
| 1.5.8 | Роздільна здатність по осі А | Точний | 0,0001 | ступінь |
| 1.5.9 | Швидкість осі А | ≤ | 500 | об/хв |
| 1.5.10 | Переміщення по осі B | ± | 180 | ступені |
| 1.5.11 | Швидкість осі B | ≤ | 20 | об/хв |
| 1.6 | Система завантаження та розвантаження | |||
| 1.6.1 | Система завантаження та розвантаження | Точний | Роботизована рука фермового типу | - |
| 1.6.2 | Кількість лотків | Точний | 2 | шт. |
| 1.6.3 | Автоматичне завантаження та розвантаження діаметра заготовки | Між | 3-16 | mm |
| 1.6.4 | Автоматичне завантаження та розвантаження заготовки за довжиною | ≤ | 90 | mm |
| 1.6.5 | Максимальна кількість заготовок | ≤ | 300 | шт. |
| 1.6.6 | Програмне забезпечення | Точний | Так | - |
| 1.7 | Інші компоненти | |||
| 1.7.1 | Здатність виявляти заготовки на верстатах | Точний | Так | - |
| 1.7.2 | Централізована автоматична система змащення | Точний | Так |
|
| 1.7.3 | Триколірний сигнальний ліхтар | Точний | Так | - |
| 1.8 | Необов'язково | |||
| 1.8.1 | Обладнання для розділення масляного туману | Точний | Необов'язково | - |
| 1.9 | КОНТРОЛЬ | |||
| 1.9.1 | Система керування | Точний | Ньюкон | - |
| 1.9.2 | Панель керування | Точний | Сенсорний екран | - |
| 1.9.3 | Цифрова вісь керування | Точний | Так | - |
| 1.9.4 | Кольоровий дисплей | Точний | Так | - |
| 1.9.5 | Розмір дисплея | Точний | 19 | дюйм |
| 1.10 | Програмний модуль для шліфування інструментів | |||
| 1.10.1 | Прості фрези | Точний | Так | - |
| 1.10.2 | Прості вправи | Точний | Так | - |
| 1.10.3 | Режим автоматичного виявлення зонда | Точний | Так | - |
| 1.11 | Електричні параметри обладнання | |||
| 1.11.1 | Напруга | Точний | 380±10% | V |
| 1.11.2 | Частота | Точний | 50±10% | Hz |
| 1.11.3 | Потужність | ≤ | 25 | KW |
| 1.12 | Розміри | |||
| 1.12.1 | Довжина | ≤ | 1 820 | mm |
| 1.12.2 | Ширина | ≤ | 2 650 | mm |
| 1.12.3 | Висота | ≤ | 2 300 | mm |
| 1.12.4 | Якість | ≤ | 4 300 | kg |
2. Список стандартної конфігурації
| № | Зміст | Модель | Бренд | Номер | ||
| 2.1 | Верстат | |||||
| 2.1.1 | Конфігурація осі X | |||||
| 2.1.1.1 | - Гвинтовий стрижень | Налаштовані | НСК | 1 шт. | ||
| 2.1.1.2 | - Залізниця | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | ШНЕБЕРГЕР | 2 шт. | ||
| 2.1.2 | Конфігурація осі Y | |||||
| 2.1.2.1 | - Гвинтовий стрижень | Налаштовані | НСК | 1 шт. | ||
| 2.1.2.2 | - Залізниця | 1×MR35-C2-600-20-20-G2-V2+MRK | ШНЕБЕРГЕР | 2 шт. | ||
| 2.1.3 | Конфігурація осі Z | |||||
| 2.1.3.1 | - Гвинтовий стрижень | Налаштовані | НСК | 1 шт. | ||
| 2.1.3.2 | - Залізниця | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | ШНЕБЕРГЕР | 2 шт. | ||
| 2.1.4 | Конфігурація осі А | |||||
| 2.1.4.1 | - Кутовий енкодер | ECN113 | HEIDENHAIN | 1 шт. | ||
| 2.1.4.2 | - Двигун з прямим приводом | MSP-1000-2-002-158 | HIWIN | 1 шт. | ||
| 2.1.5 | Поворотний стіл з осі B | Налаштовані | ГуТіан | 1 шт. | ||
| 2.1.6 | Електричний шпиндель з подвійною головкою та постійними магнітами | Номінальна потужність 7,1 кВт | Чуаньюнь | 1 шт. | ||
| 2.1.7 | Тривісний фермовий маніпулятор | - | Чуаньюнь | 1 шт. | ||
| 2.1.8 | Лоток | 148-LP-D4 | Чуаньюнь | 2 шт. | ||
| 2.1.9 | Лоток | 148-LP-D6 | Чуаньюнь | 2 шт. | ||
| 2.1.10 | Лоток | 148-LP-D8 | Чуаньюнь | 2 шт. | ||
| 2.1.11 | Затискна щелепа | D0.5-3.2/D3.0-7.0/D7-13 | Чуаньюнь | 1 комплект | ||
| 2.1.12 | Високоточний V-подібний блок | (3-5) | Чуаньюнь | 1 шт. | ||
| 2.1.13 | Високоточний V-подібний блок | (5-7) | Чуаньюнь | 1 шт. | ||
| 2.1.14 | Високоточний V-подібний блок | (6-12) | Чуаньюнь | 1 шт. | ||
| 2.1.15 | Цанговий | D4W20 (80-00004) | ШАУБЛІН | 1 шт. | ||
| 2.1.16 | Зонд | ТС150 | HEIDENHAIN | 1 шт. | ||
| 2.1.17 | Стрижень шліфувального круга (довгий) | 119×∅31,75×∅96 мм | Чуаньюнь | 1 шт. | ||
| 2.1.18 | Стрижень шліфувального круга (короткий) | 87×∅31,75×∅96 мм | Чуаньюнь | 1 шт. | ||
| 2.1.19 | Кондиціонування повітря | - | ЮДЕ | 1 шт. | ||
| 2.1.20 | Триколірний сигнальний ліхтар | DC24V | Шнайдер | 1 шт. | ||
| 2.1.21 | Витратомір | SI5000 | ІФМ | 1 шт. | ||
| 2.1.22 | Блок живлення для конкретного приводу | 15 кВт | НЬЮКОМ | 1 шт. | ||
| 2.1.23 | Група електромагнітних клапанів | M4GE280R-CX-E20D-5-3 | ХХН | 1 комплект | ||
| 2.1.24 | Автоматична система змащення по осях X, Y, Z | - | Тайвань | 1 комплект | ||
| 2.2 | Конфігурація системи ЧПК | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Ньюкон | 1 шт. | ||
| 2.2.2 | Фільтр живлення | AGOFIL024A | Ньюкон | 1 шт. | ||
| 2.2.3 | Фільтр живлення | AGOFIL001S | Ньюкон | 1 шт. | ||
| 2.2.4 | Опір | AGORES008 | Ньюкон | 1 шт. | ||
| 2.2.5 | Основне джерело живлення системи | MDLL3015N00AN0I | Ньюкон | 1 шт. | ||
| 2.2.6 | Сервопривід | MDLUX021B1CAN0I | Ньюкон | 4 шт. | ||
| 2.2.7 | Серводвигун осі B | ZLS1002-H60-D3M1-NNSB-D16E40 | Ньюкон | 1 шт. | ||
| 2.2.8 | Двигун осі А | MSP-1000-2-002-158 | HIWIN | 1 шт. | ||
| 2.2.9 | Серводвигун осі Y | ZLS1454-H30-DCM1-SNSB-D24E50 | Ньюкон | 1 шт. | ||
| 2.2.10 | Серводвигун осі X/Z | ZLS1153-H30-D3M1-NNSB-D19E40 | Ньюкон | 2 шт. | ||
| 2.2.11 | Сервопривід осі U/W | ZLS0754-H60-D2M1-SNSB-D14E30 | Ньюкон | 2 шт. | ||
| 2.2.12 | Серводвигун осі V | ZLS0754-H60-D2M1-SNSB-D14E30 | Ньюкон | 1 шт. | ||
| 2.2.13 | Зчіпний пристрій | EX-1100 | Ньюкон | 1 шт. | ||
| 2.2.14 | Вхід | EX-210H | Ньюкон | 2 шт. | ||
| 2.2.15 | Вихід | EX-310H | Ньюкон | 2 шт. | ||
| 2.2.16 | Модуль аналогового входу | EX-4054 | Ньюкон | 1 шт. | ||
| 2.2.17 | Термінатор | EX-TRE01 | Ньюкон | 1 шт. | ||
| 2.2.18 | Панель керування | IMOP4106/H | Ньюкон | 1 шт. | ||
| 2.2.19 | НКК | IM8+ | Ньюкон | 1 шт. | ||
| 2.2.20 | НКК | IMSO100006 | Ньюкон | 1 шт. | ||
| 2.2.21 | НКК | IMSO100008 | Ньюкон | 1 шт. | ||
| 2.2.22 | НКК | IMSO100012 | Ньюкон | 1 шт. | ||
| 2.2.23 | НКК | IMPA100586 | Ньюкон | 1 шт. | ||
| 2.2.24 | НКК | IMSO100373 | Ньюкон | 1 шт. | ||
| 2.2.25 | НКК | IMSO100375 | Ньюкон | 1 шт. | ||
| 2.2.26 | НКК | IMSO100335 | Ньюкон | 1 шт. | ||
| 2.2.27 | НКК | IMSO100519 | Ньюкон | 1 шт. | ||
| 2.2.28 | НКК | IMSO100392 | Ньюкон | 1 шт. | ||
| 2.2.29 | НКК | IMSO100331 | Ньюкон | 1 шт. | ||
| 2.2.30 | НКК | IMSO100535 | Ньюкон | 1 шт. | ||
| 2.2.31 | НКК | IMSO100520 | Ньюкон | 1 шт. | ||
| 2.2.32 | НКК | IMSO100560 | Ньюкон | 1 шт. | ||
| 2.3 | Стандартна конфігурація програмного забезпечення для шліфування інструментів | |||||
| 2.3.1 | Проста фреза | Чуан'юнь самостійно розвинувся | 1 шт. | |||
| 2.3.2 | Простий дриль | Чуан'юнь самостійно розвинувся | 1 шт. | |||
| 2.3.3 | 3D-перевірка на зіткнення за допомогою 3D-моделювання машини | Чуан'юнь самостійно розвинувся | 1 шт. | |||
| 2.3.4 | 3D-моделювання інструменту | Чуан'юнь самостійно розвинувся | 1 шт. | |||
| 2.3.5 | Автоматичне виявлення зонда | Чуан'юнь самостійно розвинувся | 1 шт. | |||
Категорії продуктів
-

Вертикальний токарний та фрезерний верстат з ЧПУ для композитних...
-

Високошвидкісний обробний центр з ЧПК серії GM
-

Високошвидкісний фрезерний верстат з ЧПК серії GT
-

Двошпиндельний токарний верстат з ЧПК SK32
-

Вертикальний обробний центр з ЧПУ RFTV510 для коліс...
-

Вертикальний обробний центр з ЧПУ серії RFMV для...
-

Вертикальний токарний верстат з ЧПУ RFCL63V/D для маточини колеса
-

Горизонтальний токарний верстат з ЧПУ серії RFCP для маточини колеса
-

Спеціальна машина для колінчастого вала HG40/50QZ
-

Спеціальний токарно-шліфувальний верстат з ЧПУ HGQM-01
-

Спеціальна машина для маховика HG40/50L
-

Спеціальна машина для задньої осі HGZK-06