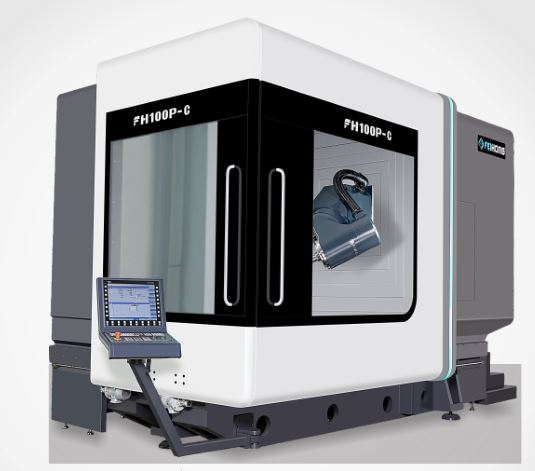
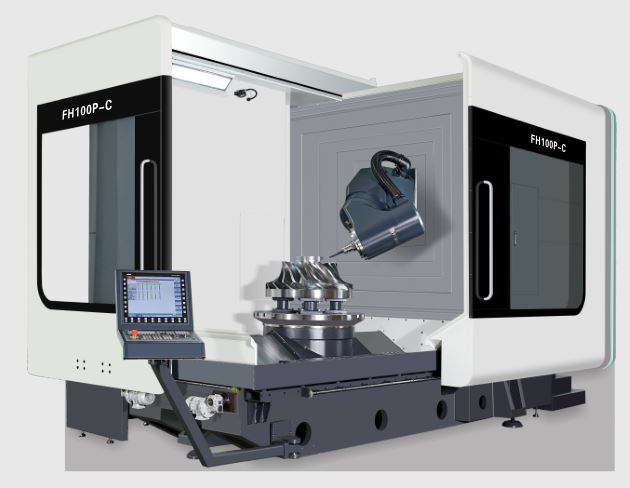
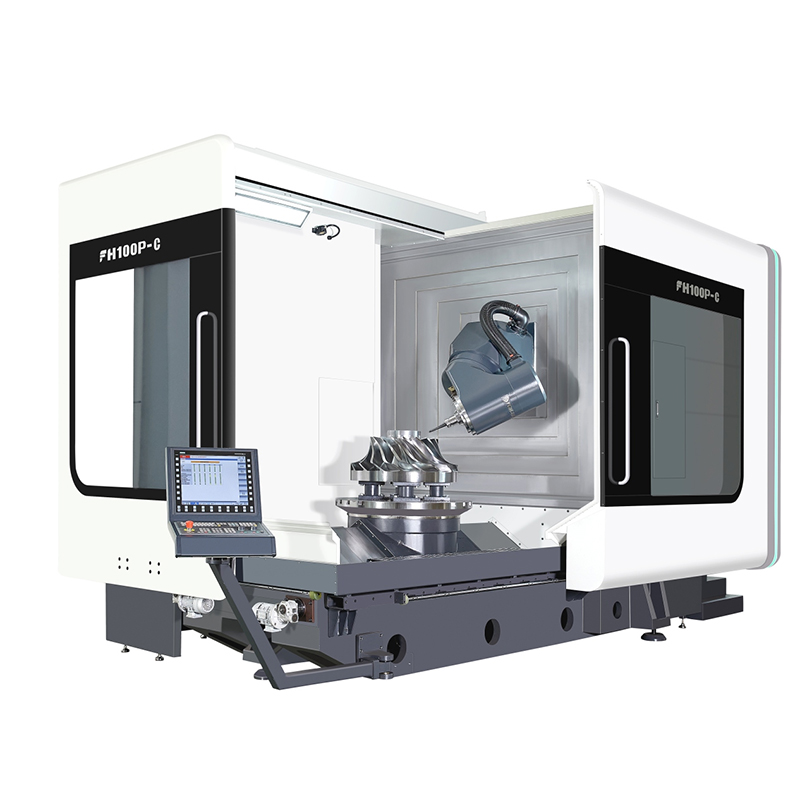
Одночасне фрезерування по 5 осях Токарна обробка 100P-C
Обсяг поставки
Таблиця функцій стандартного аксесуара (будь ласка, зверніться до функції контролера для частини електричного керування)
1. Контролер Siemens 840DSL
2. Власна п'ятиосьова багатофункціональна поворотна головка
3. Електрошпиндель DGZX-24012/34B2-KFHWVJS
4. Система автоматичної зміни інструменту HSK-A100 на 40 інструментальних магазинів
5.X/Y/Z порожнистий кульковий гвинт охолодження
6. 7 роликових лінійних направляючих (3 для осі X, 2 для осі Y/Z)—BOSCH REXROTH
7. Тривісна оптична лінійка з повністю замкнутим контуром X/Y/Z
8. Пристрій контролю температури електричної коробки
9. Охолоджувач шпинделя
10. Спіральний пристрій для прокатки стружки та задній конвеєр залізної стружки.
11. Вода з центру шпинделя, кільцевий розпилювач води
12. Вдуйте повітря в центр шпинделя та вдуйте повітря в кільце.
13. П’ятиосьовий головний серп дує водою, а півмісяць — повітрям.
14. 1 вид блокування безпеки передніх та бокових робочих дверей
15. Пристрій циркуляційного охолодження шпинделя.
16. Водозахищена робоча люмінесцентна лампа
17. Пристрій гідростанції
18. Інфрачервоний датчик Renishaw OMP60
19. Настроювач лазерного інструменту Renishaw
20. Пристрій центральної централізованої автоматичної подачі мастила
21. Водяний пістолет і повітряний інтерфейс очищення сторони операції
22. Система охолодження СОЖ
23. Повністю закритий захисний листовий метал
24. Операційний бокс
25. Електрична коробка обладнана кондиціонером
26. Електронний маховичок Siemens
27. Перемикач розблокування шпинделя з ножним приводом
28. Підкладки рівня фундаменту та фундаментні болти
29. Налагоджувальні інструменти та ящики для інструментів
30. Технічний посібник
Параметр
| Пункт | Uni | FH100P-C |
| Хід осі X | mm | 1000 |
| Хід осі Y | mm | 1150 |
| Хід осі Z | mm | 1000 |
| Відстань від носа шпинделя до поверхні робочого столу | mm | 160-1160 |
| Горизонтальна фрезерна головка | mm | 30-1030 |
| Подача/швидка швидкість переміщення | м/хв | 40 |
| Сила подачі | KN | 10 |
| Поворотний стіл (вісь C) | ||
| Розмір робочого столу | mm | Ø1050 |
| Максимальне навантаження на стіл (млин) | kg | 4000 |
| Максимальне навантаження на стіл (поворот) | kg | 3000 |
| Стіл поворотний | об/хв | 45 |
| Фрезерно-токарний стіл (складне фрезерування та токарна обробка) | об/хв | 500 |
| Мінімальний кут розколу | ° | 0,001 |
| Номінальний крутний момент | Nm | 1330 |
| Максимальний крутний момент | Nm | 2630 |
| Поворотна фрезерна головка з ЧПУ (вісь B) | ||
| Діапазон коливань (0=Вертикаль/180=Рівень) | ° | -15~180 |
| Швидкий рух і швидкість годування | об/хв | 103 |
| Мінімальний кут розколу | ° | 0,001 |
| Номінальний крутний момент | Nm | 1050 |
| Максимальний крутний момент | Nm | 2130 |
| Шпиндель(токарно-фрезерний) | ||
| Швидкість шпинделя | об/хв | 10000 |
| Потужність шпинделя | Kw | 42/58 |
| Крутний момент шпинделя | Nm | 215/350 |
| Конус шпинделя |
| HSKA100 |
| Відстань від центру шпинделя до поверхню напрямної балки | mm | 1091,5 |
| Модель | одиниця | FH100P-C |
| Інструментальний журнал | ||
| Інтерфейс інструменту |
| HSKA100 |
| Ємність інструментального магазину | PCS | 40 |
| Максимальний діаметр/довжина/вага інструменту |
| Ø135/300/12 |
| Перемикач інструментів (інструмент до) | S | 2 |
| Вимірювальний прилад | ||
| Інфрачервоний зонд | Rensishaw OMP60 | |
| Інструмент виявлення в робочій зоні обробки | Rensishaw NC4F230 | |
| Переробна потужність | ||
| Максимальний діаметр свердління (середня сталь) |
| Ø50 |
| Максимальний діаметр нарізки (середня сталь) |
| M40 |
| Максимальний діаметр фрезерування (середня сталь) |
| 250 |
| Точність(ISO230-2 і VDI3441) | ||
| Точність позиціонування X/Y/Z | mm | 0,006 |
| X/Y/Z Повторіть точність позиціонування | mm | 0,004 |
| Точність позиціонування B/C |
| 8" |
| B/C Повторіть точність позиціонування | 4" | |
| Система контролю |
| Siemens840D |
| Висота машини (загальна машина) | mm | 3650 |
| Займана площа для основної машини (Д*Ш) | mm | 5170x3340 |
| Площа, зайнята для інструментального магазину (Д*Ш) | mm | 1915x1400 |
| Площа, зайнята для конвеєра стружки (Д*Ш) | mm | 3120x1065 |
| Займана площа резервуара для води (Д*Ш) | mm | 1785x1355 |
| Загальна зайнята площа для завершення машини (Д*Ш) | mm | 6000x3750 |
| Вага машини | Kg | 21000 |
Верстат з ЧПУконтролер
| Система контролю | Siemens 840DSL (двигун і привід) | ||
| Кількість керуючих осей | 5-осьове одночасне фрезерування з одночасним токарним обробленням (вісь NC + шпиндель, вісь BC) | ||
| Одночасне керування 5 осями Одночасне фрезерування з точінням | вісь позиціонування | Стандартні X, Y, Z, B, C | |
| інтерполяція | пряма лінія | Осі X, Y, Z, B, C (можна компенсувати X, Y, Z, B, C) | |
| дуга | Осі X, Y, Z, B, C (можна компенсувати X, Y, Z, B, C) | ||
| Мінімальна одиниця навчання | 0,001 мкм | ||
| мінімальний блок управління | 0,1 нм | ||
| Дисплей | 19LCD | ||
| Мотор | Можливість потрійного перевантаження за допомогою абсолютного датчика (положення датчика ніколи не втрачається) | ||
| Функція зовнішньої комунікації | Інтерфейс Ethernet і RS232C | ||
| Режим роботи | MDI, Auto, Manual, Handwheel, Origin (absolute), REPOS | ||
| програмно | Онлайн-редактор мови ISO | ||
| Максимальна ємність пам'яті для програмування ПЛК | 2048 КБ | ||
| Інтерполяційна функція | Прямі лінії, кола через центральні точки, спіралі, тонкі поверхні, налаштування високої швидкості тощо. | ||
| Кількість корекції інструменту | 512 групи | ||
| Маховик збільшення | 0,1/0,01/0,001 мм | ||
| Мінімальна установка та рухомі одиниці | 1um/X,Y,Z | ||
| збереження даних | Дані пам'яті ніколи не будуть втрачені при вимкненні живлення | ||
| швидкість подачі | 0%-150% | ||
| Швидке збільшення вперед | 0%-100% | ||
| Інтерфейс введення та виведення | Інтерфейс Ethernet і RS232C, CF-карта, USB-накопичувач | ||
| мова відображення | китайська та англійська | ||
Стандартна кількість конфігурації
| No | Назва аксесуара | одиниця | кількість |
| 1 | ножний перемикач | встановити | 1 |
| 2 | Гідравлічний затискний механізм | встановити | 1 |
| 3 | Пристрій централізованого змащення | встановити | 1 |
| 4 | система охолодження | встановити | 1 |
| 5 | робоча лампа | встановити | 1 |
| 6 | Триколірне світло | встановити | 1 |
| 7 | горизонтальний міст | шт | 1 |
| 8 | Кріплення верстатів | встановити | 1 |
| 9 | Стандартний пакет інструментів | встановити | 1 |
| 10 | дверний замок безпеки | встановити | 1 |
| 11 | фундаментний комплект | встановити | 1 |
| 12 | Встановіть інструмент регулювання | встановити | 1 |
| 13 | Жорстке нарізання різьби та багатоточкове позиціонування шпинделя | встановити | 1 |
| 14 | Шнековий конвеєр і автомат для видалення стружки | встановити | 1 |
| 15 | Стандартна гідравлічна система | встановити | 1 |
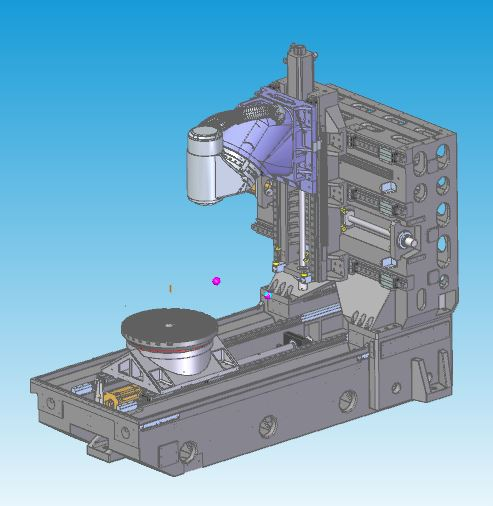
Особливості конструкції | Найкращий дизайн аналізу механічного лиття дроту
Повністю коробчаста термосиметрична ливарна конструкція з використанням високоякісного чавуну марки Meehanna
Загартовування та лікування природного старіння для усунення внутрішнього стресу
Вібрація структурної природної частоти усуває навантаження під час обробки матеріалу
Конструкція колони великої площі високої жорсткості з повною стінкою, що ефективно покращує жорсткість, а також статичну та динамічну точність
Триосьовий порожнистий шнек охолодження
Поворотна фрезерна головка з ЧПУ (вісь B)

Особливості конструкції
Вбудований двигун DD з нульовою ланцюгом передачі без люфту
Високі розгінні характеристики
Найкоротший проміжок між носовою точкою інструменту шпинделя та структурною опорною точкою забезпечує максимальну жорсткість різання
Більші підшипники YRT збільшують жорсткість
Оснащений високоточною вимірювальною системою обертового енкодера HEIDENHAIN, повністю замкнутий контур керування для забезпечення найкращої точності
Конструкція системи охолодження шпинделя та осі B для зменшення теплопередачі
Поворотний стіл (вісь C)

Особливості конструкції
Вбудований двигун DD з нульовою ланцюгом передачі без люфту
Високі характеристики реакції на прискорення та уповільнення
Більші підшипники YRT збільшують жорсткість
Великий номінальний крутний момент, позиціонування та обробка за допомогою позиціонування столу та затискного пристрою
Задовольняти дві потреби в обробці фрезерування та фрезерно-токарної обробки, зменшити обробку заготовки та підвищити точність продукту
Оснащений високоточною вимірювальною системою обертового енкодера HEIDENHAIN, повністю замкнутий контур керування для забезпечення найкращої точності
Конструкція системи охолодження для зменшення тепловіддачі
Підйомний пристрій для встановлення інструменту

Особливості конструкції
Оснащений безконтактним лазерним настроювачем інструменту Ransishaw NC4F230 для більш високої точності
Автоматичне налаштування інструменту на верстаті, автоматичне оновлення компенсації інструменту
Пристрій налаштування інструменту можна піднімати та опускати, щоб заощадити простір поверхні обробки
Повністю герметична конструкція з листового металу захищає установку інструменту від води та залізних ошурків під час обробки
Інфрачервоний зонд
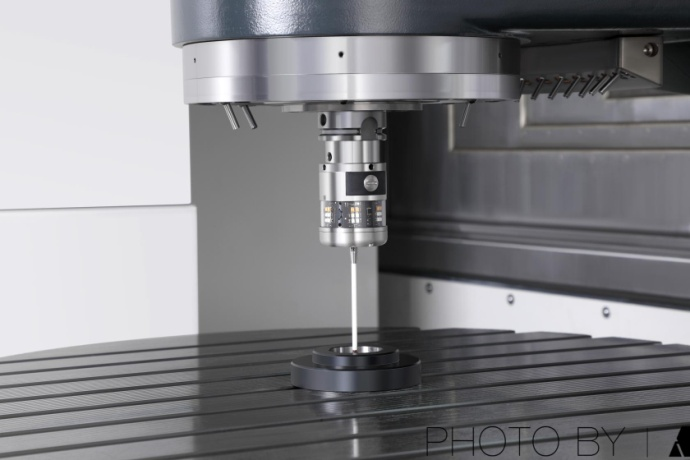
Особливості конструкції
Оснащений оптичним сенсорним датчиком Ransishaw OMP60
Вирівнювання заготовки на верстаті та перевірка розмірів, зменшення помилок перевірки вручну, підвищення точності продукту та ефективності обробки
90% економії часу на допомогу на машині