






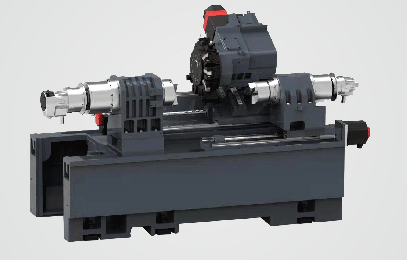
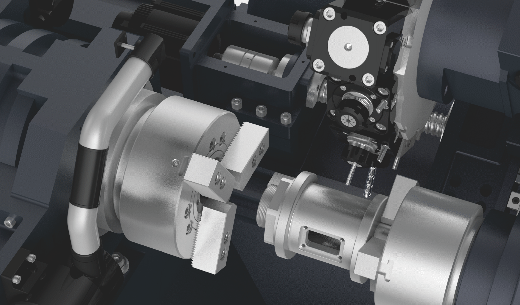
Токарно-фрезерний комбінований верстат з ЧПУ

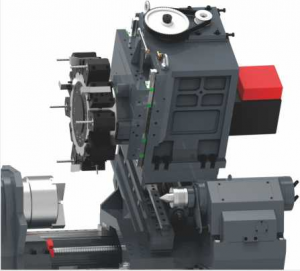
ІНТЕГРОВАНА ПОЗИТИВНА ВІСЬ
Конструкція Longmen, наджорстка
Інтегрована позитивна структура осі Y відноситься до високоміцного важкого різання, і її продуктивність краща, ніж інтерполяційна вісь Y.
a. Інтенсивне різання з одним рухом по осі Y краще, ніж інтерполяція по осі Y, а вісь Y перпендикулярна до осі X.
b. Обробка площинного контуру більш плавна та плоска.
в. Більш зручний для складної обробки поверхонь і контурів.
Комбіноване токарно-фрезерне обладнання «Positive Y» має очевидні переваги в плоскому фрезеруванні порівняно з комбінованим токарно-фрезерним обладнанням «інтерполяція Y». Рух осі Y «Positive Y» перпендикулярно до осі X, яка є єдиною -рух осі та "інтерполяція Y" рух осі Y полягає в інтерполяції прямої лінії через одночасний рух осі X та осі Y, площинність фрезерної площини та порівняння повороту осі Y "позитивного"- комбіноване фрезерування, комбінована обробка токарно-фрезерного фрезерування позитивної осі Y, очевидно, яскрава та плоска.
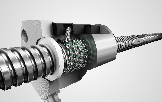
Подвійний фіксований кульковий гвинт
Використовуються високоякісні кулькові гвинти та роликові напрямні від провідних світових виробників.
Незважаючи на дорогу вартість, тільки високоякісні вироби можуть задовольнити високу точність і довго
термін служби, необхідний клієнтам.
Серводвигуни з прямим теплообміном
Серводвигун безпосередньо з'єднаний з кульковим гвинтом через сталеву муфту, яка
гарантує відсутність дегенерації та зміщення навіть при великих навантаженнях.
Це значно покращить точність позиціонування та обробки різьби та контуру
буде точніше.
106M 108M 208M
| Остання модель | Ім'я | одиниця | 106MY | 108MY | 208MY |
| Подорожі | Макс. Діаметр повороту на станині | mm | φ600 | φ600 | φ600 |
| Макс. Діаметр обробки | mm | φ320 | φ300 | φ400 | |
| Макс. Діаметр обробки на тримачі інструменту | mm | φ220 | φ220 | φ380 | |
| Макс. Довжина обробки | mm | 250 | 250 | 370 | |
| Відстань між центрами | mm | 380 | 380 | 600 | |
| Двигун шпинделя Гідроциліндр Chuch Параметр | Веретеноподібний ніс | типу | A2-5 | A2-6 | A2-6 |
| Макс. Швидкість шпинделя | об/хв | 5500 | 4300 | 4200 | |
| Масляний циліндр/ патрон | дюйм | 6” | 8” | 8” | |
| Отвір шпинделя | mm | φ56 | φ65 | φ65 | |
| Діаметр прутка | mm | φ45 | φ52 | φ52 | |
| Потужність мотора шпинделя прямого приводу | kw | 17.5 | 22 | 22 | |
| Подача осі X/Z/Y Параметр | X Подорож | mm | 180 | 180 | 280 |
| Специфікація лінійної напрямної X/Z | spes | 35/35 Ролик | 35/35 Ролик | 35/35 Ролик | |
| Z подорожі | mm | - | 300 | 600 | |
| Потужність двигуна X/Z/Y | kw | 1,8/1,8/1,0 | 1,8/1,8/1,0 | 1,8/1,8/1,0 | |
| Швидкий хід X/Z//Y | м/хв | 30/30/10 | 30/30/10 | 20/20/10 | |
| Точність позиціонування | mm | ±0,005 | ±0,005 | ±0,005 | |
| Повторіть точність позиціонування | mm | ±0,003 | ±0,003 | ±0,003 | |
| Параметр вежі | Позиція інструменту | шт | БМТ45-12Т | БМТ45-12Т | БМТ55-12Т |
| Силовий револьверний двигун | kw | 2,2/3,7 | 2,2/3,7 | 2,2/3,7 | |
| Квадратний тримач інструменту | mm | 20×20 | 20×20 | 20×20 | |
| Тримач круглого бурового інструменту | mm | φ32 | φ32 | φ40 | |
| Час зміни сусіднього інструменту | сек | 0,15 | 0,15 | 0,15 | |
| Точність позиціонування | / | ±2” | ±2” | ±2” | |
| Повторіть точність позиціонування | / | ±1” | ±1” | ±1” | |
| Задня бабка Параметри | Програмована гідравлічна задня бабка | / | √ | √ | |
| Макс. Подорож задньої бабки | mm | 360 | 360 | 440 | |
| Конічний отвір втулки задньої бабки | типу | MT 5# | MT 5# | MT 5# | |
| Діаметр рукава | mm | / | / | / | |
| Рукав подорожі | mm | / | / | / | |
| Механічний розмір | Розмір машини | mm | 2300×1800×1700 | 2300×1800×1700 | 2620×2200×1920 |
| Вага машини | kg | 3700 кг | 3800 кг | 5200 кг |

Сервоавтоматичний пристрій подачі прутків
Годівниці TENOLY мають надійну та автоматизовану конструкцію,
Це значно підвищує продуктивність і спрощує токарні операції.
Уловлювач деталей
Уловлювач заготовки розроблений за принципом механічного з’єднання, яке можна швидко з’єднати
з’єднується з готовим продуктом після обробки.


Роликова лінійна направляюча THK
Лінійна напрямна має нульовий зазор, дугове різання, скошене різання, а текстура поверхні є відносно однорідною. Він підходить для роботи на високій швидкості та значно зменшує потужність приводу, необхідну для машини. Лінійні напрямні рейки використовують кочення замість ковзання, з невеликими втратами на тертя, чутливою реакцією та високою точністю позиціонування. Він може нести навантаження вгору, вниз, вліво і вправо одночасно. Під навантаженням контактна поверхня доріжки все ще знаходиться в багатоточковому контакті, і жорсткість різання не буде знижена; Легке та взаємозамінне складання та проста змащувальна структура; лінійні напрямні дуже мало зношуються і служать довго.
THK кульковий гвинт
Використання високоточної кулькової гвинти з попереднім натягом гайки та гвинта
обробка попереднім натягом, люфт і підвищення температури і
подовження усуваються заздалегідь, демонструючи відмінне розташування
і повторюваність.
Прямий привід із серводвигуном для зменшення помилки люфту.

Високоточна моторизована рука для токарного верстата
Висувний пристрій для налагодження інструменту з високоточною повторюваністю Доступний у різноманітних розмірах для різноманітних промислових потреб Доступний у різноманітних стандартних розмірах, а також виготовлені на замовлення сталеві вимірювальні важелі з низьким коефіцієнтом розширення
Використовуйте міцний цирконієвий зонд
Займає мало місця на машині, коли не використовується
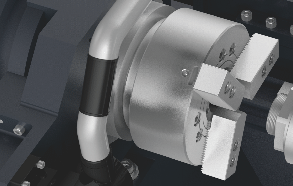
Гідравлічне кріплення патрона
Токарний верстат стандартно оснащений гідравлічним патроном із наскрізними отворами. Затискний патрон можна налаштувати відповідно до потреб клієнта, а різноманітні опції забезпечать вам найбільш підходящий затискний патрон.
Вторинний шпиндель
Обидва кінці заготовки можна обробляти одночасно одним затисканням, що значно спрощує ручну роботу.





