






П'ятиосьовий вертикальний обробний центр серії CBS










особливості
1. Основні переваги продуктивності
1.1. Вісь X використовує технологію прямого приводу, вісь Y використовує технологію паралельного прямого приводу та синхронне керування з високою тягою, низьким рівнем шуму, швидкою швидкістю відгуку та чудовими динамічними характеристиками. Усі три осі X/Y/Z використовують високоточну лінійну решітку зворотного зв’язку з високою точністю позиціонування
1.2. Моментний двигун із високим крутним моментом приводить вісь А та С до обертання з нульовим ланцюгом передачі, нульовим люфтом та хорошою жорсткістю; високоточний датчик кута забезпечує точне позиціонування
1.3. Шпиндель використовує високошвидкісну структуру електричного шпинделя з високою швидкістю та низьким рівнем шуму.
2. Висока жорсткість мостової конструкції
2.1. Серія CBS використовує структуру мосту, а X/Y/Z забезпечує постійний рух, на який не впливає вага осі A/C.
2.2. Вісь A/C працює незалежно, і вага заготовки не впливає на інші три осі.
2.3. Конструкція порталу та поворотний та поворотний стіл, що підтримується з обох кінців, можуть підтримувати високу точність обробки протягом тривалого часу.
3. Ефективна функція повороту
4. Високошвидкісний і високоміцний поворотний стіл забезпечує ефективне фрезерування та токарну обробку композиту
Прецизійний п’ятиосьовий поворотний стіл, який безпосередньо приводиться в рух моментним двигуном, використовується у верстатах з ЧПК і може виконувати п’ятиосьову одночасну обробку. Він має такі переваги, як висока швидкість, висока точність, стабільність і надійність, а також легкість експлуатації.
5. Обслуговування шпинделів високої точності обробки
Освоєння основних технологій та самостійна розробка шпинделів
Компанія Oturn опанувала основні технології та має можливість проектувати, виготовляти та збирати шпинделі. Завдяки цеху постійної температури площею 1000 м² і складній модульній моделі виробництва шпинделі Oturn мають характеристики високої жорсткості, високої швидкості, високої потужності, високого крутного моменту та високої надійності.

Застосовується вбудований шпиндель незалежної розробки HSKE40/HSKA63/HSKA100. У межах діапазону обертання шпинделя усуваються вібрації та вібрації для досягнення стабільної точності при високій швидкості та довгостроковій обробці. Шпиндель використовує примусове охолодження для охолодження двигуна та передніх і задніх підшипників.
6. Вбудована структура двигуна
Усуваючи ведучу шестерню, можна мінімізувати вібрацію під час високошвидкісного обертання, тим самим покращуючи точність обробленої поверхні та продовжуючи термін служби інструменту.
7. Управління температурою шпинделя
Завдяки циркуляції охолоджувальної олії з контрольованою температурою теплове зміщення шпинделя, спричинене теплом, що виділяється кожним компонентом, може бути пригнічено, тим самим запобігаючи змінам точності обробки.
8. Лідерство у світі лінійних двигунів
Лінійні двигуни
8.1. Оснащений лінійним двигуном, немає механічного контакту під час руху, немає механічних втрат, немає передачі люфту та швидка швидкість реакції.
8.2. Абсолютна оптична шкала для повного замкнутого контролю.
Лінійка з абсолютною решіткою, точність визначення нанометрового рівня, роздільна здатність до 0,05 мкм для досягнення повного замкнутого контролю.

9. Відмінний ергономічний дизайн
Завдяки ергономічному дизайну він простий у використанні для операторів і покращує зручність експлуатації та обслуговування.
9.1.Відмінна доступність
Щоб покращити доступ до робочого столу, кришка в нижній частині робочих дверцят відступає збоку робочого столу, щоб забезпечити достатній робочий простір.
9.2.Велике вікно для зручного спостереження за обробкою
Велике вікно дозволяє легко спостерігати за станом обробки заготовки. Зокрема, часте підтвердження умов різання та змін операцій під час операцій регулювання також може бути легко завершено, підвищуючи ефективність роботи.


9.3.Централізована конфігурація блоків обслуговування
Щоб покращити доступ до робочого столу, кришка в нижній частині робочих дверцят відступає збоку робочого столу, щоб забезпечити достатній робочий простір.
9.4. Широкі робочі двері для легкого доступу краном
Під час виконання таких операцій, як заміна заготовки, навантаження на персонал може бути зменшено, і в той же час є достатній робочий простір при використанні крана.
9.5.Приємна та зручна панель керування
Поворотна панель керування, яка відповідає висоті людського тіла, дозволяє оператору керувати та програмувати машину в зручній позі.

Технічні характеристики
| Пункт | CBS200 | CBS200C | CBS300 | CBS300C | CBS400 | CBS400C | |
| Подорожі | Переміщення по осі X/Y/Z | 300*350*250 | 300*350*250 | 460*390*400 | |||
| Відстань від торця шпинделя до центру робочого столу | 130-380 | 130-380 | 155-555 | ||||
| Шпиндель | Конус шпинделя | E40 | E40 | E40 | |||
| Максимальна швидкість шпинделя | 30000 | 30000 | 30000 | ||||
| Потужність двигуна шпинделя (безперервна/S325%) | 11/13.2 | 11/13.2 | 11/13.2 | ||||
| Крутний момент двигуна шпинделя (безперервний/S325%) | 11,5/13,8 | 11,5/13,8 | 11,5/13,8 | ||||
| годувати |
Швидка швидкість осі X/Y/Z (м/хв)
| 48/48/48 | 48/48/48 | 30/30/30 | |||
| Подача різання (мм/хв) | 1-24000 | 1-24000 | 1-12000 | ||||
| Поворотний стіл | Діаметр поворотного столу | 200 | 300 | 400 | |||
| Допустима вага навантаження | 30 | 20 | 40 | 25 | 250 | 100 | |
| Кут нахилу осі А | ±110° | ±110° | ±110° | ||||
| Обертання осі C | 360° | 360° | 360° | ||||
| Номінальна вісь А/макс.швидкість | 47/70 | 47/70 | 30/60 | ||||
| Вісь А Номінальний/макс. крутний момент | 782/1540 | 782/1540 | 940/2000 | ||||
| Номінальна/макс.швидкість осі C | 200/250 | 1500/2000 | 200/250 | 1500/2000 | 100/150 | 800/1500 | |
| Номінальний/макс. крутний момент осі C | 92/218 | 15/30 | 92/218 | 15/30 | 185/318 | 42/60 | |
| Точність/повторюваність позиціонування осі А | 10/6 | 10/6 | 10/6 | ||||
| Точність/повторюваність позиціонування осі C | 8/4 | 8/4 | 8/4 | ||||
| ATC | Ємність інструментального магазину | 16 | 16 | 26 | |||
| Інструмент макс. діаметр/ довжина | 80/200 | 80/200 | 80/200 | ||||
| Макс.вага інструменту | 3 | 3 | 3 | ||||
| Час зміни інструменту (інструмент на інструмент) | 4 | 4 | 4 | ||||
| три- вісь | Напрямна осі Х (ширина лінійної напрямної/ кількість повзунків) | 30/2 | 30/2 | 35/2 | |||
| Напрямна осі Х (ширина лінійної напрямної/ кількість повзунків) | 35/2+30/2 | 35/2+30/2 | 45/2 | ||||
| Напрямна осі Z (ширина лінійної напрямної/ кількість повзунків) | 25/2 | 25/2 | 35/2 | ||||
| Потужність лінійного двигуна по осі Х (постійна/макс.) | 1097/2750 | 1097/2750 | φ40×10 (гвинт) | ||||
| Потужність лінійного двигуна по осі Y (постійна/макс.) | 3250/8250 | 3250/8250 |
| ||||
| Потужність лінійного двигуна осі Z (безперервна/макс.) | 1033/1511 | 1033/1511 |
| ||||
| Точність | Точність позиціонування | 0,005/300 | 0,005/300 | 0,005/300 | |||
| Повторюваність | 0,003/300 | 0,003/300 | 0,003/300 | ||||
| Джерело живлення | Ємність джерела живлення | 25 | 30 | 25 | 30 | 30 | 35 |
| Тиск повітря | ≥0,6 МПа ≥400 л/хв | ≥0,6 МПа ≥400 л/хв | ≥0,6 МПа ≥400 л/хв | ||||
| Розмір машини | Розмір машини | 1920*3030*2360 | 1920*3030*2360 | 2000*2910*2850 | |||
| Розмір машини (включаючи конвеєр стружки та інше периферійне обладнання) | 3580*3030*2360 | 3580*3030*2360 | 3360*2910*2850 | ||||
| вага | 4,8 т | 4,8 т | 5T | ||||
| Пункт | CBS500 | CBS500C | CBS650 | CBS650C | CBS800 | CBS800C | |
| Подорожі | Переміщення по осі X/Y/Z | 500*600*450 | 650*800*560 | 800*910*560 | |||
| Відстань від торця шпинделя до центру робочого столу | 130-580 | 110-670 | 100-660 | ||||
| Шпиндель | Конус шпинделя | A63 | A63 | A63 | |||
| Максимальна швидкість шпинделя | 20000 | 20000 | 20000 | ||||
| Потужність двигуна шпинделя (безперервна/S325%) | 30/34 | 30/34 | 30/34 | ||||
| Крутний момент двигуна шпинделя (безперервний/S325%) | 47,7/57,3 | 47,7/57,3 | 47.7157.3 | ||||
| годувати | Швидка швидкість осі X/Y/Z (м/хв)
| 48/48/48 | 48/48/48 | 48/48/48 | |||
| Подача різання (мм/хв) | 1-24000 | 1-24000 | 1-24000 | ||||
| Поворотний стіл | Діаметр поворотного столу | 500 | 650 | 800 | |||
| Допустима вага навантаження | 600 | 240 | 800 | 400 | 1000 | 400 | |
| Кут нахилу осі А | ±110° | ±110° | ±110° | ||||
| Обертання осі C | 360° | 360° | 360° | ||||
| Номінальна вісь А/макс.швидкість | 60/80 | 40/8C | 40/80 | ||||
| Вісь А Номінальний/макс. крутний момент | 1500/4500 | 3500/7000 | 3500/7000 | ||||
| Номінальна/макс.швидкість осі C | 80/120 | 600/1000 | 50/80 | 450/800 | 50/80 | 450/800 | |
| Номінальний/макс. крутний момент осі C | 355/685 | 160/240 | 964/1690 | 450/900 | 964/1690 | 450/900 | |
| Точність/повторюваність позиціонування осі А | 10/6 | 10/6 | 10/6 | ||||
| Точність/повторюваність позиціонування осі C | 8/4 | 8/4 | 8/4 | ||||
| ATC | Ємність інструментального магазину | 25 | 30 | 30 | |||
| Інструмент макс. діаметр/ довжина | 80/300 | 80/300 | 80/300 | ||||
| Макс.вага інструменту | 8 | 8 | 8 | ||||
| Час зміни інструменту (інструмент на інструмент) | 4 | 4 | 4 | ||||
| три- вісь | Напрямна осі Х (ширина лінійної напрямної/ кількість повзунків) | 35/2 | 45/2 | 45/2 | |||
| Напрямна осі Х (ширина лінійної напрямної/ кількість повзунків) | 45/2 | 45/2 | 45/2 | ||||
| Напрямна осі Z (ширина лінійної напрямної/ кількість повзунків) | 35/2 | 35/2 | 35/2 | ||||
| Потужність лінійного двигуна по осі Х (постійна/макс.) | 2167/5500 | 3250/8250 | 3250/8250 | ||||
| Потужність лінійного двигуна по осі Y (постійна/макс.) |
|
|
| ||||
| Потужність лінійного двигуна осі Z (безперервна/макс.) | 2R40*20 (гвинт) | 2R40*20 (гвинт) | 2R40*20 (гвинт) | ||||
| Точність | Точність позиціонування | 0,005/300 | 0,005/300 | 0,005/300 | |||
| Повторюваність | 0,003/300 | 0,003/300 | 0,003/300 | ||||
| Джерело живлення | Ємність джерела живлення | 40 | 45 | 55 | 70 | 55 | 70 |
| Тиск повітря | ≥0,6 МПа ≥400 л/хв | ≥0,6 МПа ≥400 л/хв | ≥0,6 МПа ≥400 л/хв | ||||
| Розмір машини | Розмір машини | 2230*3403*3070 | 2800*5081*3500 | 2800*5081*3500 | |||
| Розмір машини (включаючи конвеєр стружки та інше периферійне обладнання) | 2230*5540*3070 | 2800*7205*3500 | 2800*7205*3500 | ||||
| вага | 11T | 15T | 15,5 т | ||||
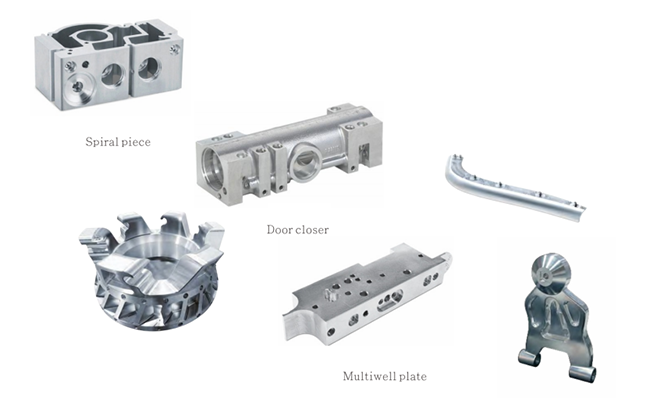
Обробка справ
1. Автомобільна промисловість

2.Аерокосмічний
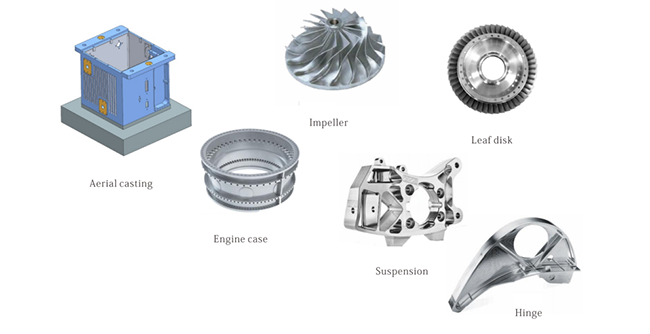
3. Будівельна техніка
Надішліть нам своє повідомлення:
Категорії товарів
-

П'ятиосьовий горизонтальний обробний центр серії A
-

П'ятиосьовий портальний обробний центр серії GF
-

П'ятиосьовий вертикальний обробний центр серії CTB
-

П'ятиосьовий портальний обробний центр серії PM-GUN
-

П'ятиосьовий портальний обробний центр серії ПМ-ГУ
-

П'ятиосьовий фрезерно-токарний верстат серії FH