






BOSM -5020-5Z Розточувальний верстат із протилежною головкою
1. Використання обладнання:
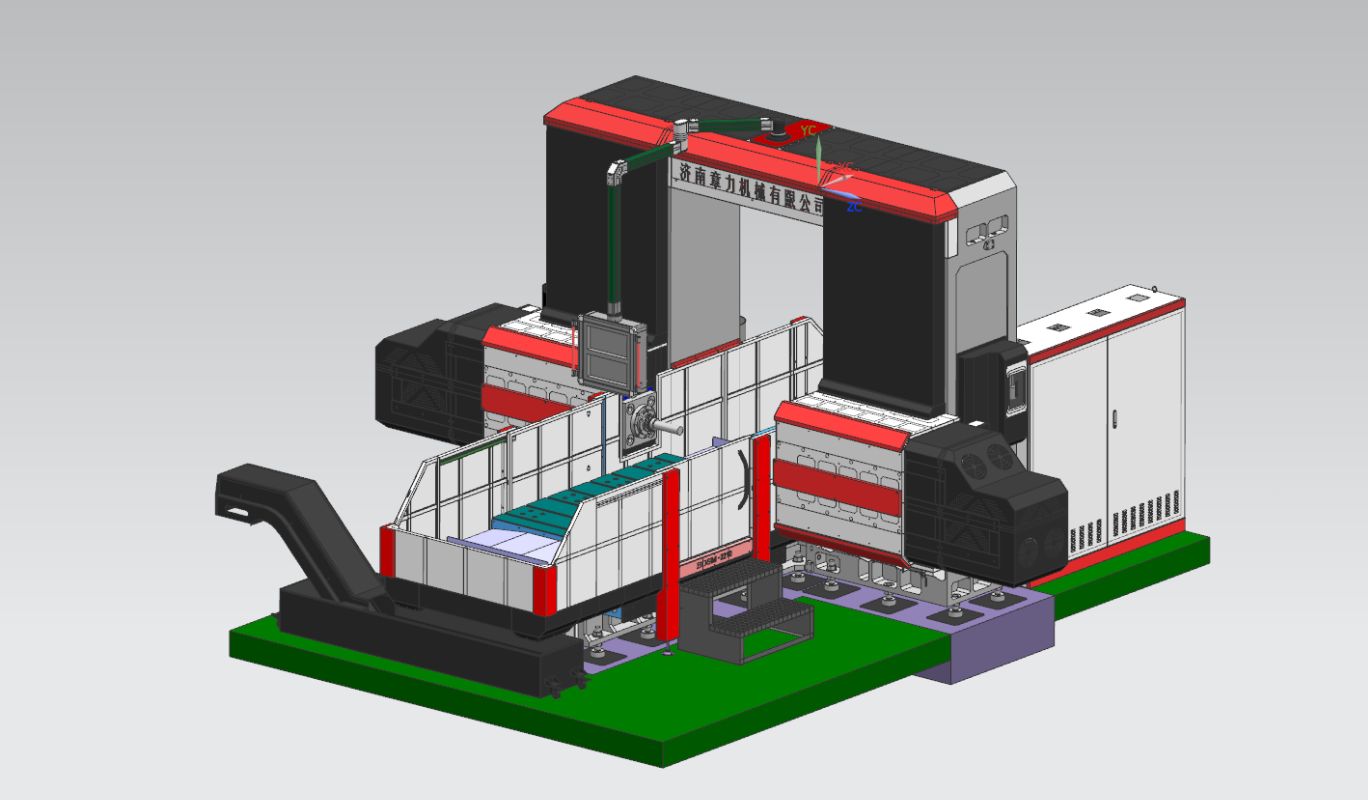
Верстак BOSM-5020-5Z з ЧПУ мобільний двоколонковий свердлильний та фрезерний верстат - це спеціальний верстат для виготовлення симетричних заготовок машин. Машина оснащена спеціальним рухомим верстаком і двома комплектами горизонтальних циліндрів, які можуть виконувати свердління, фрезерування, розточування та іншу обробку заготовки в межах ефективного діапазону ходу, заготовку можна обробляти на місці за один раз (не потрібно в вторинне затискання), швидка швидкість завантаження та розвантаження, швидка швидкість позиціонування, висока точність обробки та висока ефективність обробки.
2. Структура обладнання:
2.1. Основні вузли машини
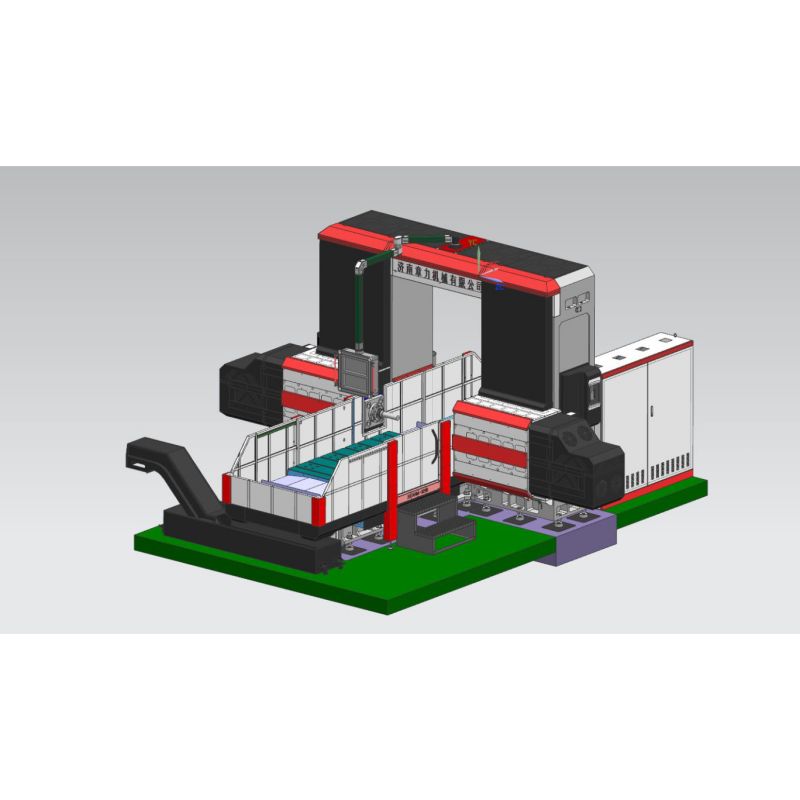
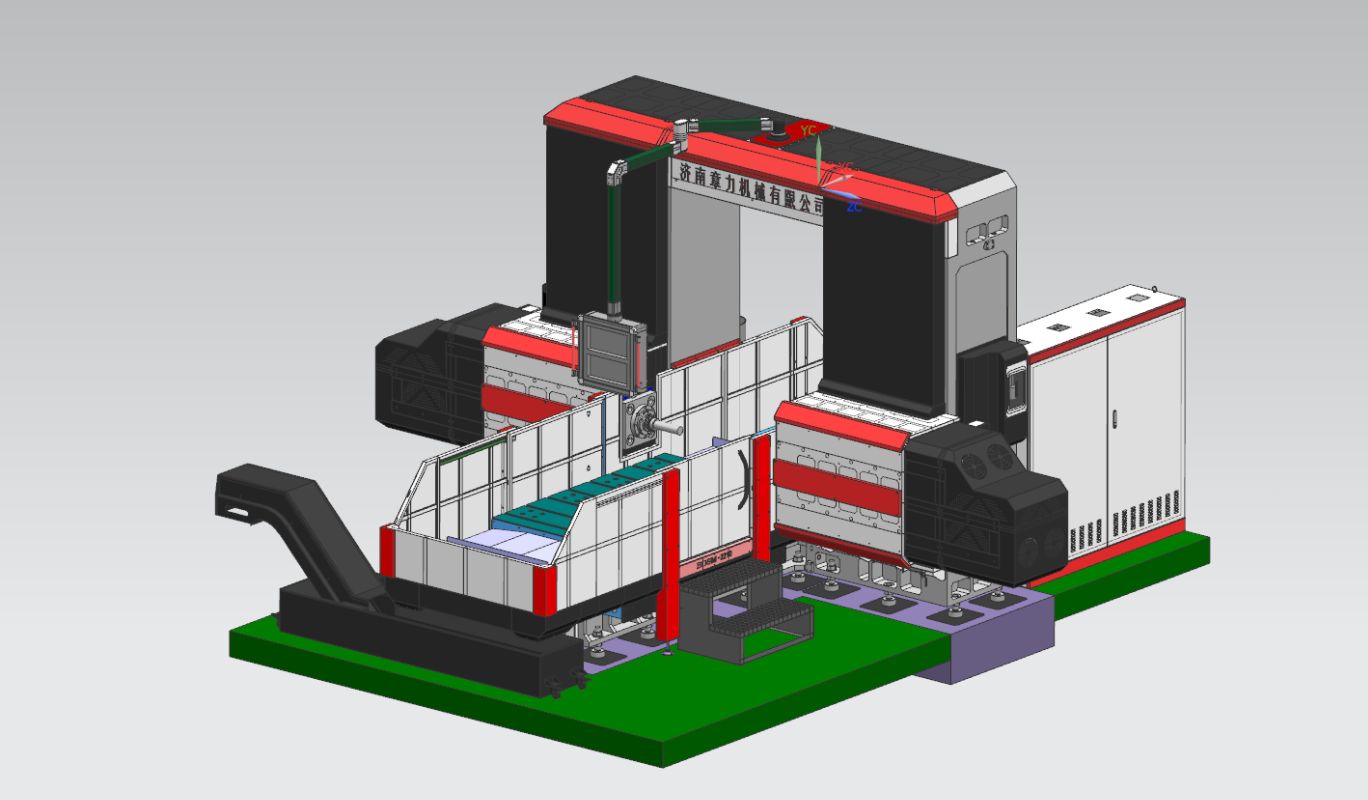
Станина, верстак, ліва та права колони, балки, балки, що з’єднуються з портальними балками, сідла, циліндри тощо виготовлені зі смоляного піску, лиття високоякісного сірого чавуну 250, відпаленого в ямі з гарячим піском → вібраційне старіння → відпал у печі → вібраційне старіння→груба обробка→вібраційне старіння→відпал у печі→вібраційне старіння→фінішна обробка, повністю усуває негативне навантаження на деталі та підтримує стабільну роботу деталей. Стаціонарна станина, ліва і права колони, портал і верстак рухаються; верстат має фрезерування, розточування, різання, свердління, зенкерування, нарізування різьблення та інші функції, метод охолодження інструменту - зовнішнє охолодження, верстат містить 5 осей подачі, які можуть реалізувати 4-осьове з'єднання, 5-осьову одинарну дію, 2 силові головки , осьовий верстат і силову головку показано на малюнку нижче.
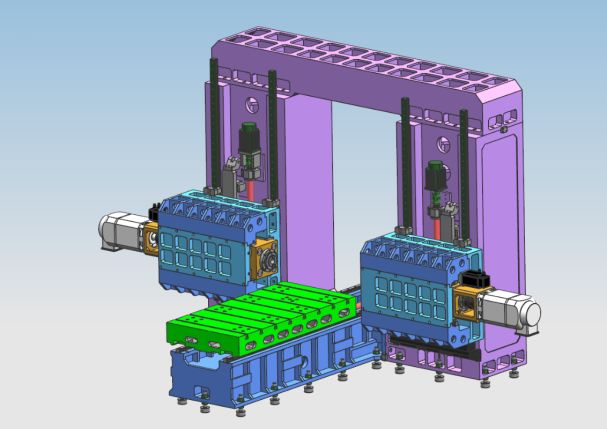
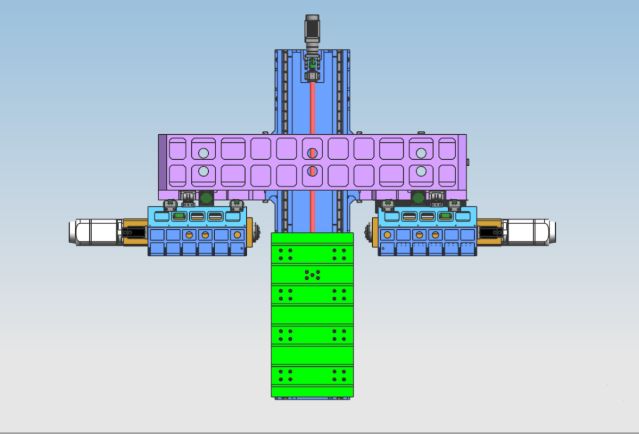
2.2. Основна структура частини подачі осьової передачі
2.2.1. Вісь Х: робочий стіл рухається вбік уздовж напрямної рейки стаціонарного ліжка.
Передача по осі X: серводвигун змінного струму та високоточний планетарний редуктор використовуються для приводу робочого столу через кулькову гвинтову передачу для здійснення лінійного руху по осі X.
Форма направляючої: укласти дві високоміцні прецизійні лінійні напрямні
2.2.2.Вісь Y1: силова головка та циліндр вертикально встановлені на передній стороні колони та здійснюють зворотно-поступальний рух вліво та вправо вздовж напрямної рейки колони.
Трансмісія по осі Y1: серводвигун змінного струму використовується для приводу кулькової гвинтової переміщення, щоб рухати сідло та реалізувати лінійний рух по осі Y1.
Форма направляючої рейки: 4 шт. лінійних напрямних рейок типу 45.
2.2.3.Вісь Y2: другий шток силової головки встановлено вертикально на передній стороні колони та здійснює зворотно-поступальний рух вліво та вправо вздовж напрямної рейки колони.
Трансмісія по осі Y2: серводвигун змінного струму використовується для приводу кулькової гвинтової переміщення для руху сідла для реалізації лінійного руху осі Y1.
Форма направляючої рейки: 4 шт. лінійних напрямних рейок типу 45


2.2.4. Вісь Z1: розсувне сідло силової головки встановлено вертикально на передній стороні правої колони та здійснює зворотно-поступальний рух вгору-вниз уздовж напрямної.
Трансмісія по осі Z1: серводвигун змінного струму та високоточний планетарний редуктор використовуються для переміщення штока через кульковий гвинт для здійснення лінійного руху по осі Z1.
Форма направляючої рейки: лінійні напрямні рейки типу 2 65
2.2.5.Вісь Z2: сідло ковзання силової головки встановлено вертикально на передній стороні правої колони та здійснює зворотно-поступальний рух вгору та вниз уздовж напрямної.
Трансмісія по осі Z1: серводвигун змінного струму та високоточний планетарний редуктор використовуються для приводу штока для переміщення через кульковий гвинт для здійснення лінійного руху по осі Z2.
Форма направляючої рейки: лінійні напрямні рейки типу 2 65

Високоякісна колона для лиття HT250, 2 частини лінійних напрямних рейок типу 65 для важких умов
Розточувальна та фрезерна силова головка (включаючи силову головку 1 і 2) є складним квадратним штоком, а напрямок руху керується 4 лінійними роликовими напрямними. Привід використовує серводвигун змінного струму для приводу прецизійної кульково-гвинтової пари. Машина оснащена азотним балансиром. , Зменшіть несучу здатність головки машини на гвинт і серводвигун. Двигун осі Z має функцію автоматичного гальмування. У разі відключення електроенергії автоматичне гальмо щільно утримує вал двигуна, щоб він не міг обертатися. Під час роботи, коли свердло не торкається заготовки, воно буде швидко подаватись; коли свердло торкається заготовки, воно автоматично перемикається на робочу подачу. Коли свердло проникає в заготовку, воно автоматично перемикається на швидке перемотування; коли кінець свердла залишає деталь і досягає заданого положення, він переміститься до наступного положення отвору для здійснення автоматичної циркуляції. І він може реалізувати функції свердління глухих отворів, фрезерування, зняття фаски, руйнування стружки, автоматичного видалення стружки тощо, що покращує продуктивність праці.


500-міліметрова комбінована головка з квадратним штоком використовує лінійні напрямні замість традиційних вставок, щоб значно підвищити точність напряму, зберігаючи жорсткість квадратного штока.
2.3. Видалення та охолодження стружки
З обох боків під верстаком встановлені спіральні та плоскі ланцюгові конвеєри стружки, і стружка може автоматично транспортуватися до конвеєра стружки в кінці через два етапи спіральних та ланцюгових пластин для реалізації цивілізованого виробництва. У резервуарі охолоджувальної рідини конвеєра стружки є насос охолодження, який можна використовувати для зовнішнього охолодження інструменту для забезпечення продуктивності та терміну служби інструменту, а охолоджуючу рідину можна переробити.

3. Повна цифрова система числового керування:
3.1. За допомогою функції руйнування стружки час руйнування стружки та цикл руйнування стружки можна встановити в інтерфейсі людина-машина.
3.2. Оснащений функцією підйому інструменту, відстань підйому інструменту можна встановити на інтерфейсі людина-машина. Коли відстань досягнута, інструмент швидко піднімається, потім стружка відкидається, а потім швидко передається на поверхню свердління та автоматично перетворюється на роботу.
3.3. Централізований блок управління операціями та ручний блок використовують систему числового керування та оснащені інтерфейсом USB та рідкокристалічним РК-дисплеєм. Щоб полегшити програмування, зберігання, відображення та зв’язок, операційний інтерфейс має такі функції, як діалог «людина-машина», компенсація помилок і автоматична сигналізація.
3.4. Обладнання має функцію попереднього перегляду та повторної перевірки положення отвору перед обробкою, і операція дуже зручна.
4. Автоматичне змащення
Машинні пари лінійних напрямних, прецизійні кулькові гвинтові пари та інші високоточні рухові пари оснащені автоматичними системами змащування. Автоматичний мастильний насос виводить мастило під тиском, а камера кількісного мастила надходить в масло. Після заповнення масляної камери маслом, коли тиск в системі підвищується до 1,4-1,75 МПа, реле тиску в системі закривається, насос зупиняється, і одночасно розвантажується розвантажувальний клапан. Коли тиск масла в дорозі падає нижче 0,2 МПа, кількісний мастильний пристрій починає заповнювати точку мастила і завершує одну заправку маслом. Завдяки точній подачі масла кількісного масляного інжектора та визначення тиску в системі подача масла є надійною, забезпечуючи наявність масляної плівки на поверхні кожної кінематичної пари, зменшуючи тертя та знос, а також запобігаючи пошкодженню внутрішня структура, викликана перегрівом. , щоб забезпечити точність і термін служби машини. Порівняно з парою ковзних напрямних рейок, пара лінійних напрямних рейок, що рухається, що використовується в цій машині, має низку переваг:
①Чутливість руху висока, коефіцієнт тертя напрямної рейки кочення невеликий, лише 0,0025~0,01, а потужність руху значно знижена, що еквівалентно лише 1/10 звичайної машини.
② Різниця між динамічним і статичним тертям дуже мала, а подальша продуктивність чудова, тобто інтервал часу між сигналом руху та механічною дією надзвичайно короткий, що сприяє покращенню швидкості реакції та чутливості система ЧПУ.
③Він підходить для високошвидкісного лінійного руху, а його миттєва швидкість приблизно в 10 разів вища, ніж у ковзних напрямних.
④ Він може реалізувати рух без зазорів і покращити жорсткість руху механічної системи.
⑤Виготовлений професійними виробниками, він має високу точність, гарну універсальність і легке обслуговування.
5.Трьохосьовий лазерний контроль:
Кожна машина Bosman калібрується лазерним інтерферометром компанії RENISHAW у Сполученому Королівстві для точної перевірки та компенсації похибки кроку, люфту, точності позиціонування, повторюваної точності позиціонування тощо, щоб забезпечити динамічну, статичну стабільність і точність обробки машина . Перевірка Ballbar Кожна машина використовує ballbar від британської компанії RENISHAW для калібрування точності справжнього кола та геометричної точності верстата, а також одночасно проводить експерименти з круговим різанням, щоб забезпечити точність 3D обробки та кругову точність верстата.


6. Середовище використання машини:
6.1. Вимоги до середовища використання обладнання
Підтримка постійного рівня температури навколишнього середовища є важливим фактором для точної обробки.
(1) Доступні вимоги до температури навколишнього середовища становлять від -10°C до 35°C, коли температура навколишнього середовища становить 20°C, вологість має бути від 40% до 75%.
(2) Щоб підтримувати статичну точність машини в межах зазначеного діапазону, оптимальна температура навколишнього середовища повинна становити від 15°C до 25°C, а різниця температур не повинна перевищувати ±2°C/24 год.
6.2. Напруга живлення: 3 фази, 380В, в діапазоні коливань напруги ±10%, частота живлення: 50Гц.
6.3. Якщо напруга в зоні використання нестабільна, машина повинна бути обладнана стабілізованим джерелом живлення, щоб забезпечити нормальну роботу машини.
6.4. Машина повинна мати надійне заземлення: дріт заземлення - мідний дріт, діаметр дроту не повинен бути менше 10 мм², а опір заземлення має бути менше 4 Ом.
6.5. Щоб забезпечити нормальну робочу продуктивність обладнання, якщо стиснене повітря джерела повітря не відповідає вимогам джерела повітря, перед входом повітря слід додати набір пристроїв для очищення джерела повітря (осушення, знежирення, фільтрація). машини.
6.6. Тримайте обладнання подалі від прямих сонячних променів, джерел вібрації та тепла, високочастотних генераторів, електричних зварювальних апаратів тощо, щоб уникнути збою у виробництві машини або втрати точності машини.
7.Технічні параметри:
| Модель | 5020-5Z | |
| Максимальний розмір заготовки для обробки | Довжина × ширина × висота (мм) | 5000×2000×2500 |
| Портальна максимальна подача | Ширина (мм) | 2300 |
| розмір робочого столу | Довжина X Ширина (мм) | 5000*2000 |
| Стіл подорожній | Верстак рухається вперед і назад (мм) | 5000 |
| Подвійний баран підйом вгору і вниз | Хід штока вгору та вниз (мм) | 2500 |
| Горизонтальна свердлильна головка типу один два | Кількість (2) | 2 |
| Горизонтальна свердлильна головка типу один два | Конус шпинделя | BT50 |
| Швидкість шпинделя (об/хв) | 30~5000 | |
| Потужність двигуна сервошпинделя (кВт) | 37*2 | |
| Відстань між центрами носових кінців двох шпинделів (мм) | 1500-2500мм | |
| Лівий і правий хід одного барана (мм) | 500 | |
| Лівий і правий хід подвійного барана (мм) | 1000 | |
| Точність двонаправленого позиціонування | 300мм*300мм | ±0,025 |
| Двонаправлене повторення точності позиціонування | 300мм*300мм | ±0,02 |
| Вага брутто (т) | (приблизно) 55 | Вага брутто (т) |






