






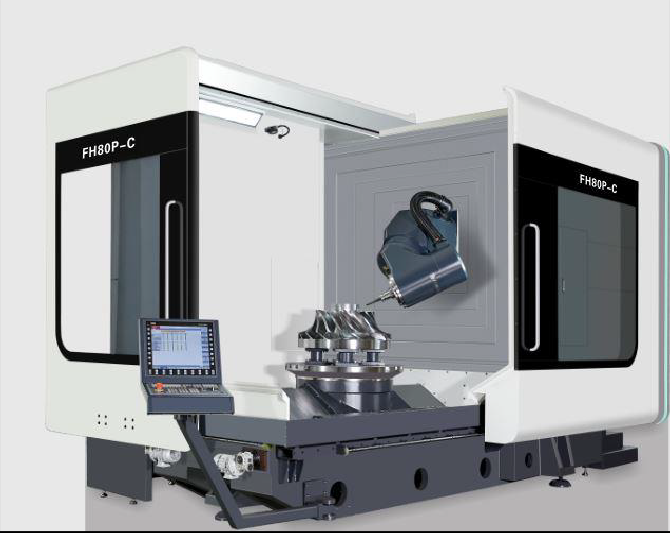
Одночасне фрезерування по 5 осях Точіння 80P-C

Обсяг поставки
Таблиця функцій стандартного аксесуара (будь ласка, зверніться до функції контролера для частини електричного керування)
| немає | Пункт | одиниця | кількість |
| 1. | Відливки мейнфрейма FH | вежа | 1 |
| 2. | Система управління Siemens840DSL | встановити | 1 |
| 3. | Дисплей: 19LCD | встановити | 1 |
| 4. | П'ятиосьова багатофункціональна поворотна головка FH (вісь B) | встановити | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Тільки | 1 |
| 6. | Порожнисті кулькові гвинти з охолодженням осі X/Y/Z | шматок | 3 |
| 7. | Фрезерно-токарний поворотний стіл із прямим приводом (вісь C) | встановити | 1 |
| 8. | Вісь B RCN8380 29 біт абсолютний кодер | Тільки | 1 |
| 9. | 28-розрядний абсолютний кодер RCN2580 осі C | Тільки | 1 |
| 10. | Роликові лінійні направляючі BOSCH REXROTH | встановити | 7 |
| 11. | Пристрій контролю температури електричної коробки | встановити | 1 |
| 12. | Система водяного охолодження шпинделя | встановити | 1 |
| 13. | Верстатне кільце водорозпилення | встановити | 1 |
| 14. | П'ятиосьовий головний серповидний розпилювач води, серповидний вид | встановити | 1 |
| 15. | Система блокування передніх і бічних робочих дверей | встановити | 1 |
| 16. | Водонепроникне освітлення робочого ящика | Тільки | 2 |
| 17. | гідростанція | встановити | 1 |
| 18. | Пристрій центральної централізованої подачі мастила | встановити | 1 |
| 19. | Водяний пістолет і пневматичний пістолет для очищення сторони операції | встановити | 1 |
| 20. | Система ріжучої рідини | встановити | 1 |
| 21. | Повністю закритий захисний металевий лист | встановити | 1 |
| 22. | Операційна коробка | встановити | 1 |
| 23. | Блок охолодження електричної шафи | встановити | 1 |
| 24. | Електронний маховик Siemens | Тільки | 1 |
| 25. | Ножний вимикач шпиндельного ножа | Тільки | 1 |
| 26. | Верстат триколірний світлий | встановити | 1 |
| 27. | 40 інструментальних магазинів HSK-A63 і сервосистема автоматичної зміни інструменту | встановити | 1 |
| 28. | Трьохосьова шкала абсолютних значень X/Y/Z | встановити | 3 |
| 29. | Спіральний ролик для стружки та задній конвеєр для стружки | встановити | 1 |
| 30. | Інфрачервоний датчик Renishaw RMP60 | встановити | 1 |
| 31. | Блок налаштування інструменту Renishaw TS27R | встановити | 1 |
| 32. | Підкладки рівня фундаменту та фундаментні болти | встановити | 1 |
| 33. | технічний посібник | встановити | 1 |
Параметр
| Модель | одиниця | FH80P-C |
| Подорожі | ||
| Хід осі X | mm | 800 |
| Хід осі Y | mm | 1050 |
| Хід осі Z | mm | 800 |
| Відстань від носа шпинделя до поверхні робочого столу | mm | 162-962 |
| Горизонтальна фрезерна головка | mm | 39-839 |
| Подача/швидка швидкість переміщення | м/хв | 40 |
| Сила подачі | KN | 10 |
| Поворотний стіл (вісь C) | ||
| Розмір робочого столу | mm | Ø855 |
| Максимальне навантаження на стіл (млин) | kg | 3000 |
| Максимальне навантаження на стіл (поворот) | kg | 1500 |
| Фрезерно-токарний стіл (фрезерно-токарна комбінована обробка) | об/хв | 450 |
| Мінімальний кут розколу | ° | 0,001 |
| Номінальний крутний момент | Nm | 1140 |
| максимальний крутний момент | Nm | 1980 рік |
| Поворотна фрезерна головка з ЧПУ (вісь B) | ||
| Діапазон повороту (0=вертикально/180=горизонтально) | ° | -15~180 |
| Швидкий хід і швидкість подачі | об/хв | 50 |
| Мінімальний кут розколу | ° | 0,001 |
| Номінальний крутний момент | Nm | 743 |
| максимальний крутний момент | Nm | 1320 |
| Шпиндель (фрезерно-токарний) | ||
| Швидкість шпинделя | об/хв | 12000 |
| Потужність шпинделя | Kw | 34/42 |
| Крутний момент шпинделя | Nm | 132/185 |
| Конус шпинделя |
| HSKA63 |
| Інструментальний журнал | ||
| Інтерфейс інструменту |
| HSKA63 |
| Ємність інструментального магазину | PCS | 40 |
| Максимальний діаметр/довжина/вага інструменту |
| Ø85/300/8 |
| Час зміни інструменту (інструмент на інструмент) | S | 1.8 |
| Вимірювальний прилад | ||
| Інфрачервоний зонд |
| Rensishaw RMP60 |
| Інструмент виявлення в робочій зоні обробки |
| Rensishaw TS27R |
| Точність позиціонування (ISO230-2 і VDI3441) | ||
| Точність позиціонування X/Y/Z | mm | 0,008 |
| X/Y/Z Повторіть точність позиціонування | mm | 0,005 |
| Точність позиціонування B/C |
| 10" |
| B/C Повторіть точність позиціонування |
| 4" |
| Контролер ЧПУ | ||
| Система ЧПК |
| Siemens840D |
| інше | ||
| Вага машини | Kg | 20000 |
3.1 Основні характеристики машини | Оптимальна конфігурація жорсткої конструкції
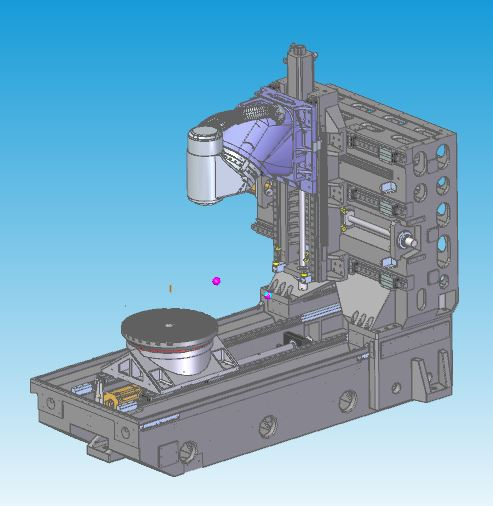
Особливості конструкції | Найкращий дизайн аналізу механічного лиття дроту
◆Повна коробчаста термосиметрична ливарна структура з використанням високоякісного чавуну марки Meehanna
◆Загартування та лікування природного старіння для усунення внутрішнього стресу
◆ Структурна вібрація природної частоти усуває напругу при обробці матеріалу
◆ Комплексна конструкція стін і колон великої площі з високою жорсткістю може ефективно покращити жорсткість, а також статичну та динамічну точність
◆Трьохосьовий порожнистий гвинтовий привід охолодження
3.2 Електричний шпиндель

Особливості конструкції
◆ Відповідно до характеристик власних машин, незалежні дослідження та розробки та виробництво.
◆Конічний отвір HSK-A63 використовується в моделі FH80P-C.
◆ Прийняти зовнішню систему охолодження для циркуляційного охолодження, яка може ефективно забезпечити застосування електричного шпинделя.
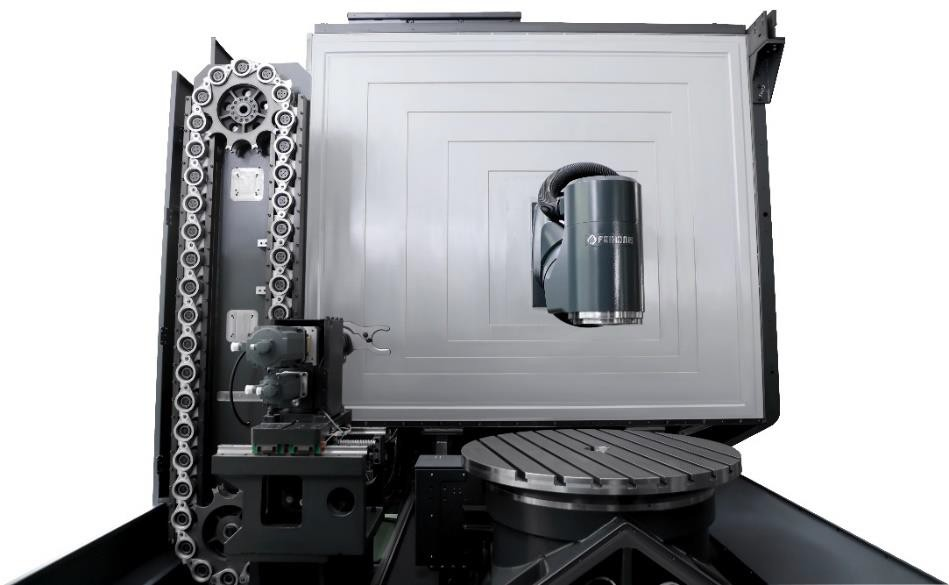
3.3 Поворотна фрезерна головка з ЧПК (вісь B)

Особливості конструкції
◆ Незалежне проектування та виробництво.
◆ Вбудований двигун DD з нульовою ланцюгом передачі без люфту.
◆Високі характеристики прискорення.
◆ Найкоротший проміжок між носовою точкою шпинделя та структурною опорною точкою забезпечує максимальну жорсткість різання.
◆ Більший підшипник YRT покращує жорсткість.
◆ Оснащений вимірювальною системою абсолютного поворотного енкодера серії HEIDENHAIN RCN8380, повністю замкнутий контур керування, щоб забезпечити найкращу точність.
◆ Конструкція системи охолодження осі B зменшує передачу тепла.
3.4 Поворотний стіл (стіл по осі C)

Особливості конструкції
◆ Незалежне проектування та виробництво.
◆ Вбудований двигун DD з нульовою ланцюгом передачі без люфту.
◆ Високі характеристики відгуку на прискорення та уповільнення.
◆ Більший підшипник YRT збільшує жорсткість.
◆ Великий номінальний крутний момент, позиціонування та обробка за допомогою позиціонування столу та затискного пристрою
◆ Задовольняти потреби фрезерування, зменшити обробку заготовок і підвищити точність продукту.
◆ Оснащено високоточною вимірювальною системою ротаційного енкодера HEIDENHAIN, повністю закритим контуром керування для забезпечення найкращої точності.
◆ Конструкція системи охолодження зменшує передачу тепла.
3.5 Система управління

Особливості конструкції
◆ Незалежне проектування та виробництво.
◆ Вбудований двигун DD з нульовою ланцюгом передачі без люфту.
◆ Високі характеристики відгуку на прискорення та уповільнення.
◆ Більший підшипник YRT збільшує жорсткість.
◆ Великий номінальний крутний момент, позиціонування та обробка за допомогою позиціонування столу та затискного пристрою
◆ Задовольняти потреби фрезерування, зменшити обробку заготовок і підвищити точність продукту.
◆ Оснащено високоточною вимірювальною системою ротаційного енкодера HEIDENHAIN, повністю закритим контуром керування для забезпечення найкращої точності.
◆ Конструкція системи охолодження зменшує передачу тепла.
3.5 Система управління
Особливості конструкції
◆ Самостійне проектування та виробництво.
◆ Вибір інструменту та зміна інструменту використовують серводвигун для керування дією терміналу, що є більш стабільним і точним.
◆ У поєднанні з функцією керування інструментами Siemens840DSL ефективніше керування інструментами.
3.7 Підйомний пристрій для встановлення інструменту
Особливості конструкції
◆ Оснащений інструментом Ransishaw TS27R з високою точністю.
◆Автоматичне налаштування інструменту на верстаті, автоматичне оновлення компенсації інструменту.
◆Пристрій для налаштування інструменту можна піднімати та опускати, щоб заощадити простір на поверхні обробки.
◆Повністю герметична конструкція з листового металу для захисту інструменту від пошкодження водою та залізними ошурками під час обробки.
3.8 Інфрачервоний зонд
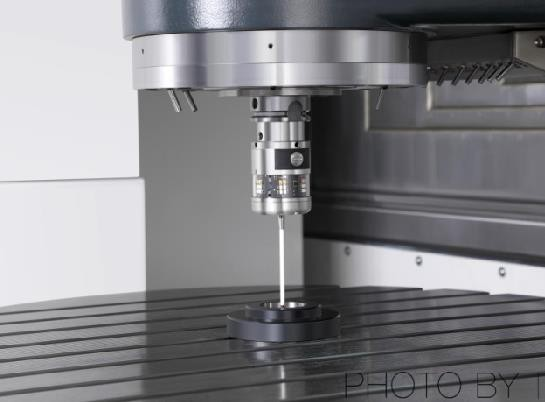
Особливості конструкції
◆ Оснащений тригерним оптичним зондом Ransishaw RMP60.
◆Вирівнювання заготовки на верстаті та перевірка розміру можуть зменшити кількість помилок перевірки вручну та підвищити точність продукту та ефективність обробки.
◆90% економія часу бортової допомоги.
3.9 Захист листового металу
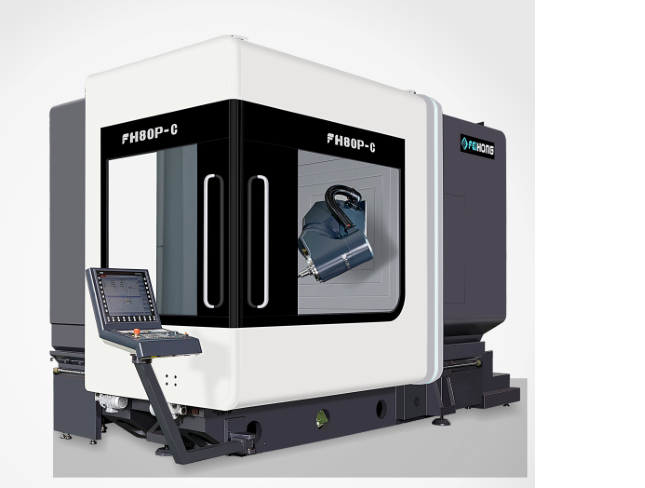
3.10 Зовнішній вигляд
Конструкція кришки п'ятиосьового обробного центру серії FH відповідає суворим стандартам безпеки CE. Повністю щільний листовий метал запобігає випадковому потраплянню оператора в робочу зону під час обробки, і в той же час запобігає використанню ріжучої рідини під високим тиском або стружки з машини, за винятком попереджувальної таблички. , Дверцята керування також оснащені запобіжним вимикачем для запобігання нещасним випадкам під час роботи або технічного обслуговування. І має велике оглядове вікно, яке зручно для оператора, щоб зрозуміти роботу та обробку машини.
3.11 Очищення
Використовуйте телескопічну кришку та захисний металевий лист, щоб захистити стружку, що утворюється під час роботи, уникнути бризок різання та пошкодження інших механізмів





