GM5X-I 5-осьовий шліфувальний верстат з ЧПУ
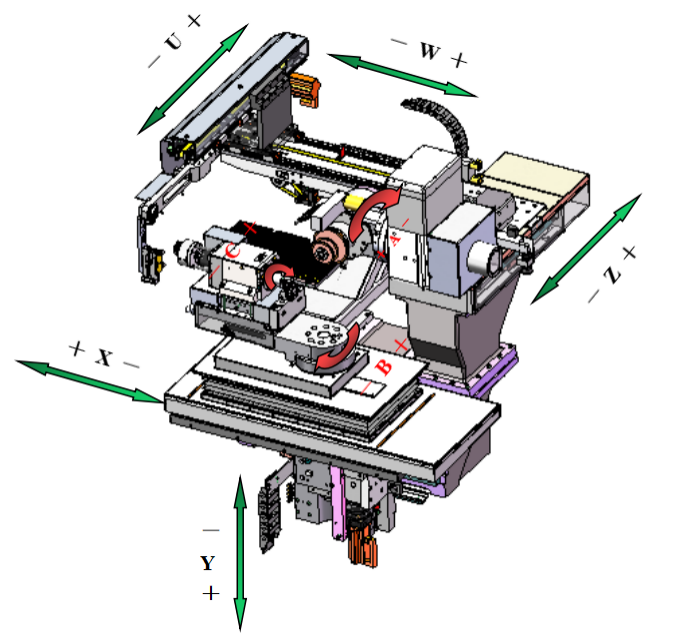
Основна структурна схема машини
Область застосування
Ця машина виробляє торцеві фрези та свердла, придатні для обробки матеріалів з твердих сплавів і швидкорізальної сталі.
Цикли виготовлення та переточування інструменту
Стандартні торцеві фрези: нарізка канавок, підкладка, переднє заточування, заточування нижньої кромки, оцифрування, переточування.
1. Технічні характеристики
| № | Зміст | Вимога | Номер | одиниця |
| 1.1 | Розміри заготовки | |||
| 1.1.1 | Довжина затиску | ≤ | 230 | mm |
| 1.1.2 | Діаметр затиску | між | 2-20 | mm |
| 1.1.3 | Довжина шліфування | ≤ | 150 | mm |
| 1.1.4 | Діаметр шліфування | між | 0,3-12 | mm |
| 1.2 | Шліфувальний шпиндель | |||
| 1.2.1 | Тип приводу | Точний | прямий привід | - |
| 1.2.2 | потужність | номінальна потужність | 13.6 | kW |
| 1.2.3 | Охолодження | Точний | Масло охолоджене | - |
| 1.2.4 | Регулювання швидкості шліфувального круга | Точний | Безступінчатий | - |
| 1.2.5 | швидкість | між | 0-10000 | об/хв |
| 1.2.6 | Кількість шпиндельних шліфувальних головок | Точний | 2 | шт |
| 1.3 | Шліфувальний круг | |||
| 1.3.1 | Діаметр | ≤ | 150 | mm |
| 1.3.2 | Максимальна кількість шліфувальних кругів на шпиндель | ≤ | 4 | шт |
| 1.3.3 | Діаметр шпинделя шліфувальних кругів | Точний | 25 | mm |
| 1.3.4 | Програмно керована подача теплоносія | Точний | так | - |
| 1.3.5 | Кількість форсунок охолоджуючої рідини | ≥ | 3 | шт |
| 1.4 | Система затиску заготовки | |||
| 1.4.1 | Система затиску | Точний | Гідравлічний, автоматичний | - |
| 1.4.2 | Затискна цанга | Точний | ШАБЛІН W20 | - |
| 1.4.3 | Тип приводу | Точний | прямий привід | - |
| 1.5 | Параметри осі | |||
| 1.5.1 | Тип | Точний | лінійний | - |
| 1.5.2 | Переміщення по осі X | ≤ | 280 | mm |
| 1.5.3 | Переміщення по осі Z | ≤ | 130 | mm |
| 1.5.4 | Переміщення по осі Y | ≤ | 230 | mm |
| 1.5.5 | Роздільна здатність осі XYZ | Точний | 0,0001 | mm |
| 1.5.6 | Швидкість осі XYZ | ≤ | 10 | м/хв |
| 1.5.7 | Переміщення по осі А | ≤ | 360 | ступінь |
| 1.5.8 | Роздільна здатність по осі А | Точний | 0,0001 | ступінь |
| 1.5.9 | Швидкість осі А | ≤ | 300 | об/хв |
| 1.5.10 | Хід осі B | ± | 210 | ступенів |
| 1.5.11 | Швидкість осі B | ≤ | 12 | об/хв |
| 1.6 | Система завантаження та розвантаження | |||
| 1.6.1 | Система завантаження та розвантаження | Точний | Роботизована рука фермового типу | - |
| 1.6.2 | Кількість лотків | Точний | 2 | шт |
| 1.6.3 | Автоматичне завантаження та вивантаження діаметра заготовки | Між | 2-12 | mm |
| 1.6.4 | Довжина заготовки з автоматичним завантаженням і вивантаженням | ≤ | 40-200 | mm |
| 1.6.5 | Максимальна кількість заготовок | ≤ | 300 | шт |
| 1.6.6 | програмне забезпечення | Точний | так | - |
| 1.7 | Інші компоненти | |||
| 1.7.1 | Можливість виявлення заготовок на верстатах | Точний | так | - |
| 1.7.2 | Централізована система автоматичного змащення | Точний | так |
|
| 1.7.3 | Триколірна сигнальна лампа | Точний | так | - |
| 1.8 | Додатково | |||
| 1.8.1 | Обладнання для відділення масляного туману | Точний | Додатково | - |
| 1.9 | КОНТРОЛЬ | |||
| 1.9.1 | Система контролю | Точний | NUCN-IM8+ | - |
| 1.9.2 | Панель керування | Точний | Сенсорний екран | - |
| 1.9.3 | Цифрова вісь управління | Точний | так | - |
| 1.9.4 | Кольоровий дисплей | Точний | так | - |
| 1.9.5 | Розмір дисплея | Точний | 19 | дюйм |
| 1.10 | Програмний модуль шліфування інструменту | |||
| 1.10.1 | Прості фрези | Точний | так | - |
| 1.10.2 | Прості свердла | Точний | так | - |
| 1.10.3 | Режим автоматичного виявлення зонда | Точний | так | - |
| 1.11 | Електричні параметри обладнання | |||
| 1.11.1 | Напруга | Точний | 380±10% | V |
| 1.11.2 | Частота | Точний | 50±10% | Hz |
| 1.11.3 | потужність | ≤ | 25 | KW |
| 1.12 | Розміри | |||
| 1.12.1 | Довжина | ≤ | 2 000 | mm |
| 1.12.2 | Ширина | ≤ | 2 800 | mm |
| 1.12.3 | Висота | ≤ | 2 200 | mm |
| 1.12.4 | якість | ≤ | 4 750 | kg |
2. Список стандартної конфігурації
| № | Зміст | Модель | Бренд | Номер | ||
| 2.1 | Верстат | |||||
| 2.1.1 | Конфігурація осі X | |||||
| 2.1.1.1 | - Гвинтовий стрижень | Індивідуальний | NSK | 1шт | ||
| 2.1.1.2 | - Залізничний | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | ШНЕБЕРГЕР | 2 шт | ||
| 2.1.2 | Конфігурація осі Y | |||||
| 2.1.2.1 | - Гвинтовий стрижень | Індивідуальний | NSK | 1шт | ||
| 2.1.2.2 | - Залізничний | 1×MR35-C2-600-20-20-G2-V2+MRK | ШНЕБЕРГЕР | 2 шт | ||
| 2.1.3 | Конфігурація осі Z | |||||
| 2.1.3.1 | - Гвинтовий стрижень | Індивідуальний | NSK | 1шт | ||
| 2.1.3.2 | - Залізничний | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | ШНЕБЕРГЕР | 2 шт | ||
| 2.1.4 | Конфігурація осі А | |||||
| 2.1.4.1 | - Кутовий кодер | ECN113 | HEIDENHAIN | 1шт | ||
| 2.1.4.2 | - Мотор з прямим приводом | МСП-1000-2-002-158 | HIWIN | 1шт | ||
| 2.1.5 | Поворотний стіл осі B | Індивідуальний | ГуТіан | 1шт | ||
| 2.1.6 | Двоголовий електричний шпиндель з постійним магнітом | Номінальна потужність 7.1KW | Чуаньюнь | 1 шт | ||
| 2.1.7 | Тривісний фермовий маніпулятор | - | Чуаньюнь | 1шт | ||
| 2.1.8 | Піднос | 148-LP-D4 | Чуаньюнь | 2 шт | ||
| 2.1.9 | Піднос | 148-LP-D6 | Чуаньюнь | 2 шт | ||
| 2.1.10 | Піднос | 148-LP-D8 | Чуаньюнь | 2 шт | ||
| 2.1.11 | Затискна губка | D0,5-3,2/D3,0-7,0/D7-13 | Чуаньюнь | 1 комплект | ||
| 2.1.12 | V-подібний блок високої точності | (3-5) | Чуаньюнь | 1шт | ||
| 2.1.13 | V-подібний блок високої точності | (5-7) | Чуаньюнь | 1шт | ||
| 2.1.14 | V-подібний блок високої точності | (6-12) | Чуаньюнь | 1шт | ||
| 2.1.15 | Цанга | D4W20 (80-00004) | ШАБЛІН | 1шт | ||
| 2.1.16 | Зонд | TS150 | HEIDENHAIN | 1шт | ||
| 2.1.17 | Стрижень шліфувального круга (довгий) | 119×∅31,75×∅96 мм | Чуаньюнь | 1шт | ||
| 2.1.18 | Стрижень шліфувального круга (короткий) | 87×∅31,75×∅96 мм | Чуаньюнь | 1шт | ||
| 2.1.19 | Кондиціонер | - | ЮДЕ | 1шт | ||
| 2.1.20 | Триколірна сигнальна лампа | DC24V | Шнайдер | 1шт | ||
| 2.1.21 | Витратомір | SI5000 | IFM | 1шт | ||
| 2.1.22 | Спеціальне джерело живлення приводу | 15 кВт | NEWCOM | 1шт | ||
| 2.1.23 | Група електромагнітних клапанів | M4GE280R-CX-E20D-5-3 | ХХН | 1 комплект | ||
| 2.1.24 | Автоматична система змащування осей X, Y, Z | - | Тайвань | 1 комплект | ||
| 2.2 | Конфігурація системи ЧПК | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Newcon | 1шт | ||
| 2.2.2 | Фільтр живлення | АГОФІЛ024А | NUM | 1шт | ||
| 2.2.3 | Фільтр живлення | АГОФІЛ001С | NUM | 1шт | ||
| 2.2.4 | опір | AGORES008 | NUM | 1шт | ||
| 2.2.5 | Основне джерело живлення системи | MDLL3015N00AN0I | NUM | 1шт | ||
| 2.2.6 | Сервопривід | MDLUX021B1CAN0I | NUM | 4шт | ||
| 2.2.7 | Сервомотор осі B | ZLS1002-H60-D3M1-NNSB-D16E40 | NUM | 1шт | ||
| 2.2.8 | Двигун осі А | МСП-1000-2-002-158 | NUM | 1шт | ||
| 2.2.9 | Сервомотор осі Y | ZLS1454-H30-DCM1-SNSB-D24E50 | NUM | 1шт | ||
| 2.2.10 | Сервомотор осі X/Z | ZLS1153-H30-D3M1-NNSB-D19E40 | NUM | 2 шт | ||
| 2.2.11 | Сервопривод осі U/W | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 2 шт | ||
| 2.2.12 | Сервомотор осі V | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 1шт | ||
| 2.2.13 | Муфта | EX-1100 | Newcon | 1шт | ||
| 2.2.14 | Введення | EX-210H | Newcon | 2 шт | ||
| 2.2.15 | Вихід | EX-310H | Newcon | 2 шт | ||
| 2.2.16 | Модуль аналогового введення | EX-4054 | Newcon | 1шт | ||
| 2.2.17 | Термінатор | EX-TRE01 | Newcon | 1шт | ||
| 2.2.18 | Панель керування | IMOP4106/H | Newcon | 1шт | ||
| 2.2.19 | NCK | IM8+ | Newcon | 1шт | ||
| 2.2.20 | NCK | IMSO100006 | Newcon | 1шт | ||
| 2.2.21 | NCK | IMSO100008 | Newcon | 1шт | ||
| 2.2.22 | NCK | IMSO100012 | Newcon | 1шт | ||
| 2.2.23 | NCK | IMPA100586 | Newcon | 1шт | ||
| 2.2.24 | NCK | IMSO100373 | Newcon | 1шт | ||
| 2.2.25 | NCK | IMSO100375 | Newcon | 1шт | ||
| 2.2.26 | NCK | IMSO100335 | Newcon | 1шт | ||
| 2.2.27 | NCK | IMSO100519 | Newcon | 1шт | ||
| 2.2.28 | NCK | IMSO100392 | Newcon | 1шт | ||
| 2.2.29 | NCK | IMSO100331 | Newcon | 1шт | ||
| 2.2.30 | NCK | IMSO100535 | Newcon | 1шт | ||
| 2.2.31 | NCK | IMSO100520 | Newcon | 1шт | ||
| 2.2.32 | NCK | IMSO100560 | Newcon | 1шт | ||
| 2.3 | Стандартна конфігурація програмного забезпечення для шліфування інструменту | |||||
| 2.3.1 | Простий фрезер | Chuangyun саморозвивався | 1шт | |||
| 2.3.2 | Проста дриль | Chuangyun саморозвивався | 1шт | |||
| 2.3.3 | Тривимірна перевірка зіткнень із тривимірною машинною симуляцією | Chuangyun саморозвивався | 1шт | |||
| 2.3.4 | Тривимірне моделювання інструментів | Chuangyun саморозвивався | 1шт | |||
| 2.3.5 | Автоматичне виявлення зонда | Chuangyun саморозвивався | 1шт | |||