Горизонтальний обробний центр з ЧПУ

Горизонтальний обробний центр
Токарно-горизонтальний верстат
Особливості машини
Горизонтальний обробний центр серії H використовує міжнародно передову Т-подібну загальну конструкцію ліжка, портальну колону, конструкцію підвісної коробки, міцну жорсткість, гарне збереження точності, підходить для точних шаф.
Для обробки деталей багатогранне фрезерування, свердління, розсвердлювання, розточування, нарізування різьби тощо можна виконувати одним затисканням за один раз. Машина широко використовується в автомобілях, залізничному транспорті, аерокосмічній галузі, клапанах, гірничодобувній техніці, текстильному обладнанні. , пластикові машини, кораблі, електроенергія та інші галузі..
Специфікація
| Пункт | одиниця | H63 | H80 | ||
| Робочий стіл | Розмір верстака (довжина × ширина) | mm | 630×700 | 800×800 | |
| Індексація верстака | ° | 1°×360 | |||
| Форма для стільниці | 24×M16 Отвір з різьбою | ||||
| Максимальне завантаження робочого столу | kg | 950 | 1500 | ||
| Максимальний діаметр повороту робочого столу | mm | Φ1100 | Φ1600 | ||
| Подорожі | Посувайте стіл вліво і вправо (вісь X) | mm | 1050 | 1300 | |
| Бабка рухається вгору і вниз (вісь Y) | mm | 750 | 1000 | ||
| Колона рухається вперед і назад (вісь Z) | mm | 900 | 1000 | ||
| Відстань від центральної лінії шпинделя до поверхні столу | mm | 120-870 | 120-1120 | ||
| Відстань від кінця шпинделя до центру робочого столу | mm | 130-1030 | 200-1200 | ||
| Шпиндель | Номер отвору конуса шпинделя | IS050 7:24 | |||
| Швидкість шпинделя | об/хв | 6000 | |||
| Потужність двигуна шпинделя | Kw | 15/18,5 | |||
| Вихідний крутний момент шпинделя | Nm | 144/236 | |||
|
| Тримач інструменту стандартний і модельний | MAS403/BT50 | |||
| Годування | Швидка швидкість руху (X, Y, Z) | м/хв | 24 | ||
| Швидкість подачі різання (X, Y, Z) | мм/хв | 1-20000 | 1-10000 | ||
| Потужність двигуна подачі (X, Y, Z, B) | kW | 4,0/7,0/7,0/1,6 | 7,0/7,0/7,0 | ||
| Вихідний момент двигуна подачі | Nm | X、Z:22;Y:30;B8 | 30 | ||
| ATC | Ємність інструментального магазину | PCS | 24 | 24 | |
| Спосіб зміни інструменту | Тип руки | ||||
| Макс. Розмір інструменту | Повний інструмент | mm | F110×300 | ||
| Прилягає без інструменту | F200×300 | ||||
| Вага інструменту | kg | 18 | |||
| Час зміни інструменту | S | 4.75 | |||
|
інші | Тиск повітря | кгс/см2 | 4~6 | ||
| Тиск в гідравлічній системі | кгс/см2 | 65 | |||
| Ємність мастильного бака | L | 1.8 | |||
| Ємність бака гідравлічного масла | L | 60 | |||
| Ємність холодильної камери | L | Стандарт: 160 | |||
| Подача/напір насоса охолодження | л/хв,м | Стандарт: 20 л/хв, 13 м | |||
| Загальна електрична потужність | кВА | 40 | 65 | ||
| Вага машини | kg | 12000 | 14000 | ||
|
| Система ЧПК | Mistubishi M80B | |||
Основна конфігурація
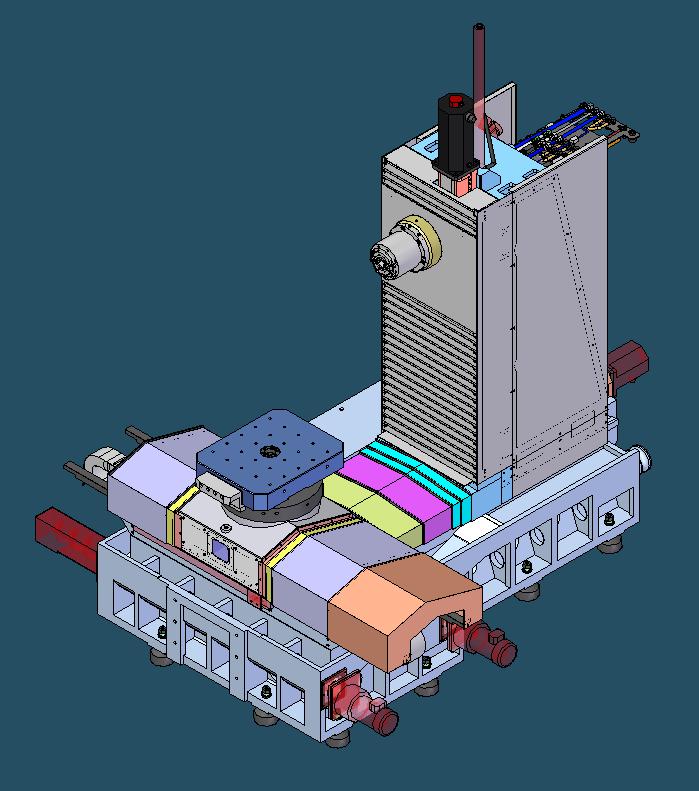
Машина в основному складається з основи, колони, розсувного сідла, індексуючого столу, обмінного столу, бабки, охолодження, змащення, гідравлічної системи, повністю закритої захисної кришки та системи цифрового керування. Інструментальний магазин може бути оснащений дисковим або ланцюговим типом.
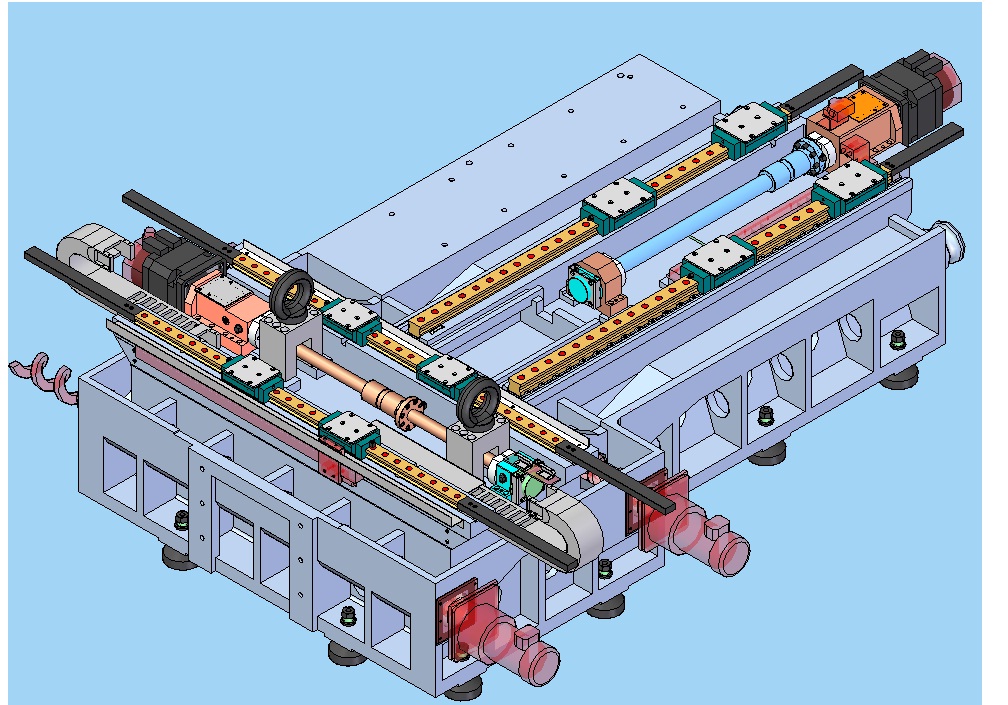
База
Для покращення антивібраційних характеристик станина горизонтальної машини пропонується мати перевернуту Т-подібну структуру з найкращою стійкістю до вібрації у світі, із закритою конструкцією у формі коробки, а передня та задня станини мають інтегрований. Станина оснащена двома опорними площинами встановлення напрямних напрямних для переміщення робочого столу та колони. Враховуючи зручність видалення стружки та збору охолоджуючої рідини, планується встановлювати канавки для стружки з обох боків станини.
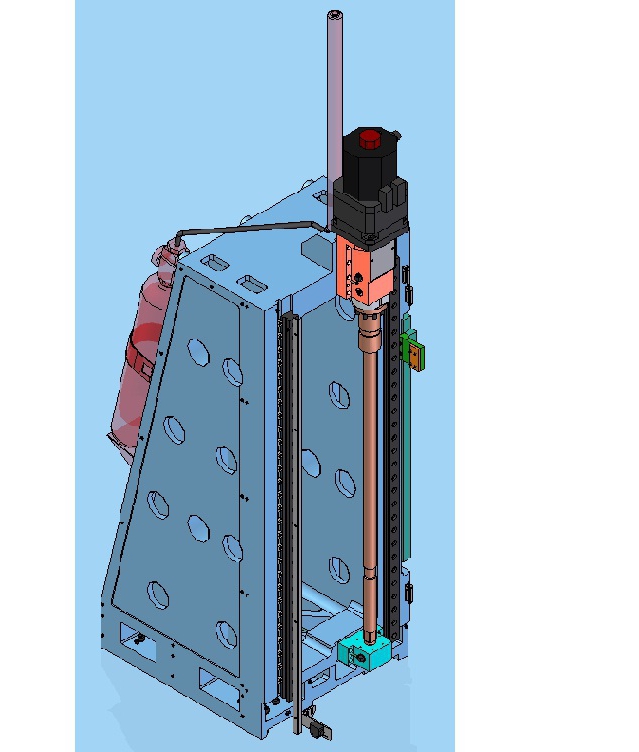
Колонка
Вертикальна колона горизонтальної машини має двоколонну замкнуту симетричну каркасну конструкцію з поздовжніми і поперечними кільцевими ребрами, розташованими в порожнині. З обох сторін колони розташовані стикові поверхні для установки лінійної направляючої кочення для переміщення бабки (опорна поверхня установки лінійної направляючої). У вертикальному напрямку (Y-напрямку) колони, на додаток до напрямних рейок для переміщення бабки, також є кульковий гвинт і кріплення двигуна між двома напрямними, які рухають бабку вгору та вниз. По обидва боки колони розглядаються щити з швидкорізальної нержавіючої сталі. Напрямні шини та ходові гвинти надійно та надійно захищені.
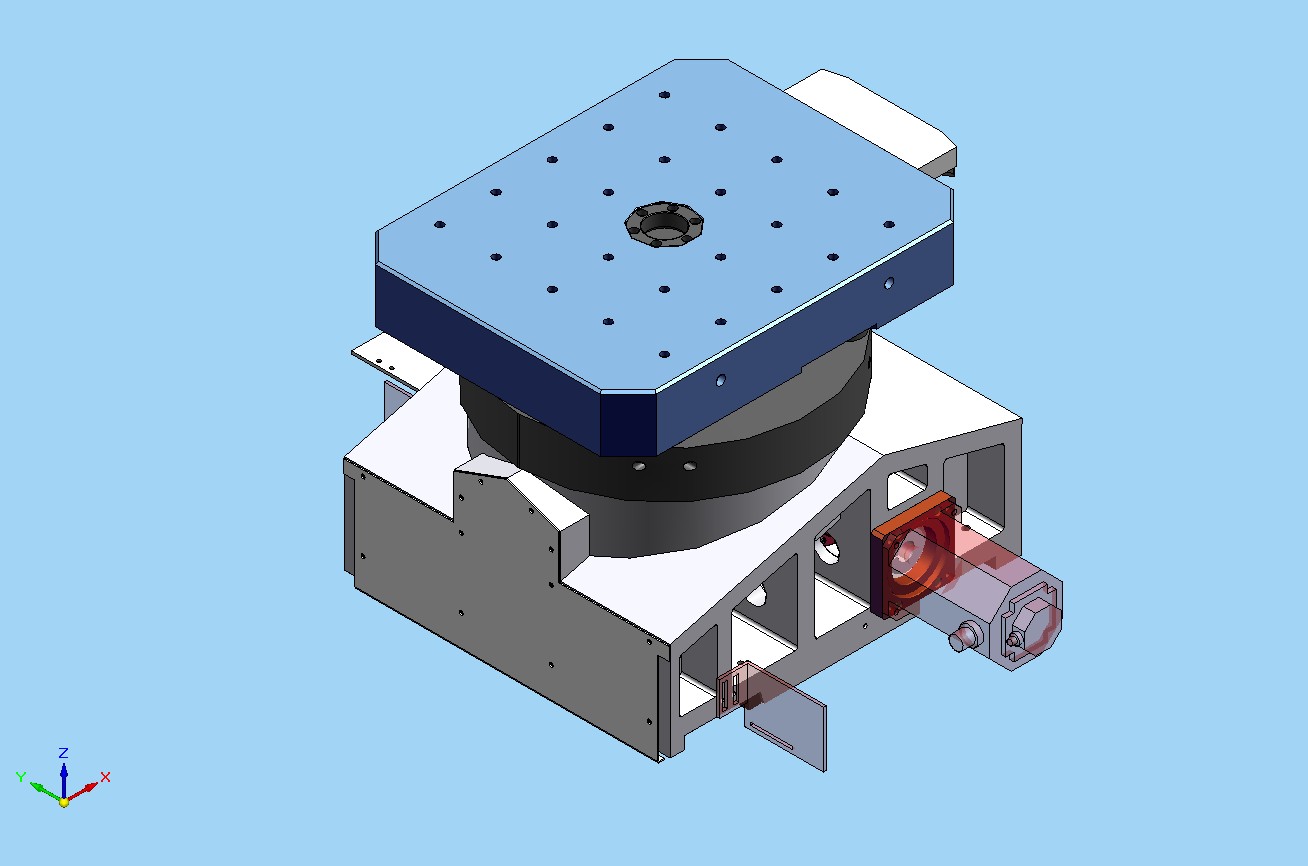
Поворотний стіл
Робочий стіл точно позиціонується та фіксується сервоприводом, а мінімальна одиниця індексації становить 0,001°