






Як ми всі знаємо, у сучасному машинобудуванні підприємства мають широкий спектр попитуспеціальні верстати. Як правило, звичайні свердлильні машини мають високу трудомісткість, низьку спеціальну продуктивність, низьку продуктивність і відсутність гарантії точності; при цьому спеціальні багатоотвірнісвердлильні машинизручні, трудомісткі, прості в освоєнні, не схильні до помилок і збоїв в експлуатації. Вони можуть не тільки зменшити втому працівників, але й забезпечити безпеку працівників і бурових машин. Це безпечно, а також може підвищити продуктивність свердлильного верстата. З постійним розвитком науки і техніки,спеціальні свердлильні верстатишироко використовуються у виробництві. Іншими словами, чим сильніша спеціалізація, тим краще компанія може гарантувати якість своєї продукції. Тому використання спеціальних верстатів відіграє дуже важливу роль у конкурентоспроможності підприємств.

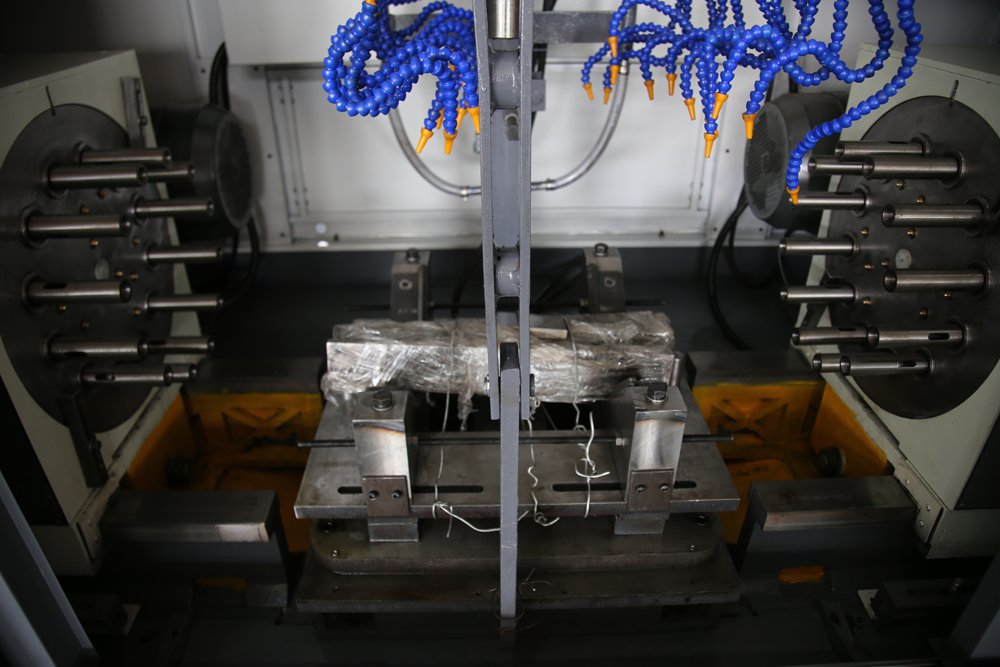
Theсвердлильний верстат для багатьох отворіввиробництва нашої фабрики особливо спрямовані наарматурна промисловість. Він може реалізувати всі видизасувки, поворотні клапани, регулюючі клапанита інші клапани. Можуть бути три- або двосторонні фланці зі сталі або чавунупросвердлені та нарізаніодночасно. На додаток до неймовірного збільшення ефективності клапана, інші основні сфери застосування, такі як обробка корпусів насосів, автомобільних деталей, машинобудівного обладнання та інших частин, також можуть використовуватися для одночасного свердління кінцевих отворів, середніх отворів, конічних отворів і сферичні отвори на заготовці. Обробка отвору. мульти-дриль для отворівмає два режими роботи системи гідравлічного та числового керування, які можуть реалізувати автоматизацію, високу точність, багатоваріантність та масове виробництво.
Існують також деякі запобіжні заходи при використаннісвердла на багато отворів. Для цього ми склали наступне резюме:
1) Свердло має бути індивідуально налаштоване та упаковане, і воно має бути міцно закріплене під час транспортування, щоб уникнути вібрації та зіткнення.
2) Щоб виміряти діаметр свердла, використовуйте безконтактний вимірювальний інструмент, наприклад інструментальний мікроскоп, щоб уникнути травм через механічний контакт.
3) Theбагатошпиндельне свердлінняпід час роботи головка повинна використовувати позиціонуюче кільце свердлільного шаблону, щоб подовження свердла, встановленого на шпинделі, було відрегульовано таким чином, щоб воно було послідовним. Багатошпиндельнийсвердлильні машинислід приділити більше уваги цьому моменту, щоб глибина свердління кожного шпинделя була одностайною.
4) Перевірити знос ріжучої кромки свердла.
5) Theсвердлильний верстат для багатьох отворівслід регулярно перевіряти концентричність шпинделя та патрона. Погана концентричність призведе до ламання свердел малого діаметра та збільшення діаметра отвору. Погана сила затиску призведе до того, що фактична швидкість не буде відповідати встановленій швидкості. Між свердлами буде ковзання.
6) Довжина затиску свердла з кількома отворами на патроні в 4-5 разів перевищує діаметр хвостовика свердла, який потрібно міцно затиснути.
7) Завжди перевіряйте шпиндель. Головний вал не можна струшувати, щоб запобігти зламаним сверлам і частковим отворам під час свердління.
8) Система позиціонування на робочому столі свердла з кількома отворами надійно розташована та покладена рівно, що подовжує термін служби свердла та знижує витрати на виробництво. Надмірний ефект подрібнення є контрпродуктивним.


Час публікації: 20 листопада 2021 р